
Manuels Connexes pour EWM L1.01 - Expert 2.0









Sommaire des Matières pour EWM L1.01 - Expert 2.0
- Page 1 Manuel d'utilisation Commande L1.01 - Expert 2.0 L1.02 - Expert 2.0 099-00L100-EW502 Respecter les instructions des documents système supplémentaires ! 4.7.2019...
-
Page 2: Informations Générales
à votre distributeur ou à notre service après-vente au +49 2680 181-0. Vous pouvez consulter la liste des distributeurs agréés sur www.ewm-group.com/fr/revendeurs. Pour tout litige lié à l'utilisation de cette installation, la responsabilité est strictement limitée à la fonction proprement dite de l'installation. -
Page 3: Table Des Matières
Table des matières Consignes d’utilisation de la présente notice Table des matières 1 Table des matières ..........................3 2 Pour votre sécurité ..........................6 Consignes d’utilisation de la présente notice ................6 Explication des symboles ......................7 Fait partie de la documentation complète ..................8 3 Utilisation conforme aux spécifications .................... - Page 4 Table des matières Consignes d’utilisation de la présente notice 5.5.4.1 Système......................37 5.5.4.2 Appareil Xnet ....................37 5.5.5 Chargement langues et textes ..................37 5.5.6 Enregistrement sur support USB .................. 37 5.5.6.1 Enregistrer le support USB................37 5.5.6.2 Démarrer l'enregistrement ................37 5.5.6.3 Arrêter l'enregistrement .................
- Page 5 Table des matières Consignes d’utilisation de la présente notice 8 Annexe ..............................80 JOB-List ............................80 Aperçu des paramètres - Plages de réglage ................88 Recherche de revendeurs ......................90 099-00L100-EW502 4.7.2019...
-
Page 6: Pour Votre Sécurité
Pour votre sécurité Consignes d’utilisation de la présente notice Pour votre sécurité Consignes d’utilisation de la présente notice DANGER Procédés de travail ou de fonctionnement devant être scrupuleusement respectés afin d’éviter des blessures graves et immédiates, voire la mort. • Dans son intitulé, la consigne de sécurité... -
Page 7: Explication Des Symboles
Pour votre sécurité Explication des symboles Explication des symboles Pictogram- Description Pictogram- Description Observer les particularités techni- appuyer et relâcher (effleurer / ques appuyer) Mettre le poste hors tension relâcher Mettre le générateur sous tension appuyer et maintenir enfoncé incorrect / invalide commuter correct / valide tourner... -
Page 8: Fait Partie De La Documentation Complète
Pour votre sécurité Fait partie de la documentation complète Fait partie de la documentation complète Cette notice d'utilisation fait partie de la documentation complète et est uniquement valide en relation avec les documents de toutes les pièces ! Lire et respecter les instructions d'utilisation de l'ensemble des composants du système, en particulier les consignes de sécurité... -
Page 9: Utilisation Conforme Aux Spécifications
Utilisation conforme aux spécifications Utilisation et exploitation exclusivement avec les postes suivants Utilisation conforme aux spécifications AVERTISSEMENT Toute utilisation non conforme peut représenter un danger ! Le générateur a été fabriqué conformément à l'état de la technique et aux règles et/ou normes pour l'utilisation dans l'industrie et l'activité... -
Page 10: Aperçu Rapide
Aperçu rapide Commande du poste – éléments de commande Aperçu rapide Commande du poste – éléments de commande Illustration 4-1 Pos. Symbole Description Bouton-poussoir Système Pour l'affichage et la configuration des paramètres système > voir le chapitre 5.4.4. Affichage du générateur Affichage graphique du générateur pour la représentation de toutes les fonctions du générateur, de tous les menus et paramètres et de leurs va- leurs >... - Page 11 Aperçu rapide Commande du poste – éléments de commande Pos. Symbole Description Bouton-poussoir Arc Une double fonction est affectée à ce bouton-poussoir : • Situation de départ écran principal : changement du mode opératoire de soudage en fonction de la combinaison de matériau, de gaz et de métal d'apport sélection- née.
-
Page 12: Symboles À L'écran
Aperçu rapide Symboles à l'écran Symboles à l'écran Picto- Description gramme Gaz de protection Type de matériau Introduction du fil Retour du fil Réglages avancés Mode de réglage Mode opératoire 2 temps Mode opératoire 2 temps spécial Mode opératoire 4 temps Mode opératoire 4 temps spécial Tâche de soudage superPuls... -
Page 13: Affichage Du Générateur
Aperçu rapide Symboles à l'écran Picto- Description gramme Navigation dans les menus, élargir le contenu de l'affichage Enregistrement de données sur support USB Chargement de données depuis un support USB Enregistrement de données sur clé USB Boutons de commutation types d'écran 3/4 Soudage à... -
Page 14: Écran Principal
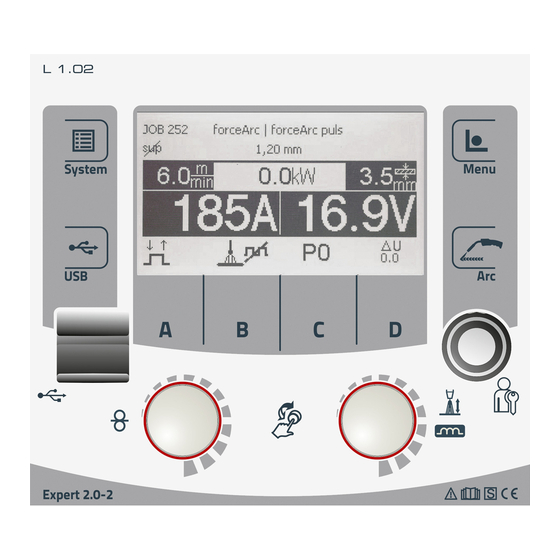
Aperçu rapide Symboles à l'écran 4.2.2 Écran principal L'écran principal contient toutes les informations nécessaires pour le procédé de soudage avant, pendant et après le soudage. Il fournit en outre continuellement des informations sur l'état du générateur. L'af- fectation des boutons-poussoirs contextuels est également représentée sur l'écran principal. Différents écrans principaux au choix sont proposés à... -
Page 15: Écran Principal - Variantes
Aperçu rapide Symboles à l'écran 4.2.2.1 Écran principal - variantes Type d'écran principal 1 Type d'écran principal 2 (équipement d'usine) Type d'écran principal 3 Illustration 4-3 La sélection de la variante correspondante (type d'écran principal) s'effectue dans le menu Configuration du générateur (Système) >... -
Page 16: Paramètres De Base Du Fonctionnement À Deux Dévidoirs (P10)
Aperçu rapide Symboles à l'écran 4.2.3.1 Paramètres de base du fonctionnement à deux dévidoirs (P10) Le paramètre est exclusivement disponible et/ou requis • si la commande se trouve dans le dévidoir ou • pour les modèles compacts, si la commande se trouve dans la source de courant. Option de menu / paramètre Valeur Remarque... -
Page 17: Utilisation De La Commande Du Générateur
Utilisation de la commande du générateur Réglage de la puissance de soudage Utilisation de la commande du générateur La commande primaire s'effectue à l'aide du bouton de commande central situé en-dessous de l'affichage du générateur. Sélectionner l'option de menu correspondante en tournant le bouton de commande central (navigation) et en appuyant sur ce dernier (confirmation). -
Page 18: Modifier Les Réglages De Base (Menu De Configuration Du Générateur)
Utilisation de la commande du générateur Configuration du générateur (système) Les boutons-poussoirs inférieurs sont des éléments de commande dits contextuels. Les possibilités de sélection de ces boutons-poussoirs s'adaptent au contenu de l'écran correspondant. Si le symbole apparaît sur l'affichage, l'utilisateur peut retourner à l'option de menu précédente (sou- vent affecté... -
Page 19: Mode Économie D'énergie (Standby)
Utilisation de la commande du générateur Configuration du générateur (système) 5.4.1 Mode économie d'énergie (Standby) Le mode économie d'énergie peut être activé de trois manières au choix : 1. activation directe par une pression prolongée sur le bouton-poussoir sur la commande du dévidoir (générateurs décompacts). -
Page 20: Autorisation D'accès (Xbutton)
Utilisation de la commande du générateur Configuration du générateur (système) 5.4.2 Autorisation d'accès (Xbutton) Afin de verrouiller les paramètres de soudage contre tout accès non autorisé ou déréglage accidentel, le système de soudage offre deux possibilités : 1 interrupteur à clé (disponible selon le modèle de générateur). Si la clé se trouve en position 1, toutes les fonctions et tous les paramètres sont réglables sans restrictions. -
Page 21: Informations Sur L'état
Utilisation de la commande du générateur Configuration du générateur (système) 5.4.3 Informations sur l'état Ce menu permet à l'utilisateur de s'informer sur les défauts système et avertissements actuels. 5.4.3.1 Erreurs et avertissements Illustration 5-3 Pos. Symbole Description Numéro d'erreur > voir le chapitre 7.4 Symboles d'erreur ------- Avertissement (stade précédent un défaut) -------- Défaut (le procédé... -
Page 22: Réglages Système
Utilisation de la commande du générateur Configuration du générateur (système) 5.4.4 Réglages système Ici, l'utilisateur peut procéder aux réglages système avancés. 5.4.4.1 Date Option de menu / paramètre Valeur Remarque Année : 2014 Mois : Jour : Format de date : JJ/MM/AAAA AAAA/MM/JJ 5.4.4.2... -
Page 23: Paramètres Spéciaux
Utilisation de la commande du générateur Configuration du générateur (système) 5.4.4.4 Paramètres spéciaux Les paramètres spéciaux de la commande du dévidoir sont utilisés pour la configuration propre au client des fonctions du générateur. Le nombre de paramètres spéciaux sélectionnables peut varier entre les commandes de générateur de soudage utilisées dans le système de soudage. - Page 24 Utilisation de la commande du générateur Configuration du générateur (système) Option de menu / Valeur Remarque paramètre Pulsation dans le programme A 0 = -------- inactif 1 = -------- actif (réglage d’usine) Paramètres de programme pour les programmes relatifs 0 = -------- programmes relatifs réglables ensemble (réglage d’usine) 1 = -------- programmes relatifs réglables séparément Commutation du mode opératoire au démarrage du soudage 0 = -------- non activée (réglage d’usine)
- Page 25 Utilisation de la commande du générateur Configuration du générateur (système) Activer/désactiver le mode Correction (P7) Le mode de modification est simultanément activé ou désactivé pour tours les Jobs et les programmes correspondants. Une plage de modification de la vitesse du fil (DV) et de la modification de la tension de soudage (Ukorr) est prédéfinie pour chaque job.
- Page 26 Utilisation de la commande du générateur Configuration du générateur (système) Commutation de programme avec gâchette de torche standard (P8) Fonctions spéciales 4 temps (programme absolu 4 temps) • Temps 1 : le programme absolu 1 est démarré • Temps 2 : le programme absolu 2 est démarré une fois le temps de démarrage « tstart » écoulé. •...
- Page 27 Utilisation de la commande du générateur Configuration du générateur (système) Fonctions spéciales 4 temps (Temps n) En séquence de programme Temps n, le poste démarre au 1er temps en effectuant le programme de démarrage P de P démarrage Au 2e temps, le poste passe au programme principal P dès que le temps de démarrage «...
- Page 28 Utilisation de la commande du générateur Configuration du générateur (système) Réglage du temps d’appel 4Ts (P11) Le temps Tipp de permutation entre le programme principal et le programme principal restreint peut être réglé à 3 niveaux. 0 = Pas de Tipp 1 = 320 ms (par défaut) 2 = 640 ms Commutation des listes de JOB (P12)
- Page 29 Utilisation de la commande du générateur Configuration du générateur (système) Mode Bloc-JOB (P16) Les composants accessoires suivants prennent en charge le mode Bloc-JOB : • Torche de soudage montée/descente avec afficheur un chiffre à 7 segments (une paire de touches) Dans le JOB 0, le programme 0 est toujours actif.
-
Page 30: Commande
Utilisation de la commande du générateur Configuration du générateur (système) Paramètres de programme pour les programmes relatifs (P23) Les programmes relatifs de démarrage, d'évanouissement et de fin peuvent être paramétrés pour les points de travail P0-P15 soit ensemble soit séparément. En cas de réglage commun, les valeurs des pa- ramètres sont enregistrés dans le JOB, contrairement au réglage séparé. -
Page 31: Paramètres Panneau Commande
Utilisation de la commande du générateur Configuration du générateur (système) 5.4.6 Paramètres panneau commande Option de menu / paramètre Valeur Remarque Type d'écran principal Sélection autom. puissance soudage Arrêt-30 s Luminosité de l'écran : 0-100 % Contraste de l'écran : 0-100 % Écran négatif : 2 temps sélectionnable... -
Page 32: Alignement Résistance De Ligne
Utilisation de la commande du générateur Configuration du générateur (système) 5.4.7 Alignement résistance de ligne La valeur de résistance des lignes peut être réglée directement ou bien alignée par la source de courant. À la livraison, la résistance de ligne des sources de courant est réglée sur 8 mΩ. Cette valeur correspond à... - Page 33 Utilisation de la commande du générateur Configuration du générateur (système) 50mm DE - Abgleich Leitungswiderstand EN - Cable resistance alignment FR - Alignement résistance ligne IT - Compensazione resistenza circuito ES - Compensación de la resistencia del cable NL - Compensatie leidingsweerstand SE - Kalibrering av ledningsmotståndet PL - Porównanie rezystancji przewodu RU - Компенсация...
-
Page 34: Appareil Xnet
Le message peut être réinitialisé et un nouveau code QR peut être demandé par le réseau. 5.4.7.3 Identification du composant Dans ewm Xnet, des codes-barres prédéfinis sont saisis à l’aide du scanner à main. Les données de pièces sont consultables et représentées sur la commande. Illustration 5-9 Pos. Symbole Description Données de pièce... -
Page 35: Erreurs Et Avertissements
Utilisation de la commande du générateur Configuration du générateur (système) 5.4.7.5 Erreurs et avertissements Une liste de toutes les erreurs et avertissements spécifiques à ewm Xnet s’affichent, avec le numéro d’ID et la désignation. 5.4.8 Informations sur l'état Illustration 5-11 5.4.8.1... -
Page 36: Transfert De Données Hors Ligne (Usb)
Utilisation de la commande du générateur Transfert de données hors ligne (USB) Transfert de données hors ligne (USB) Cette interface USB doit uniquement être utilisée pour l'échange de données avec une clé USB. Pour éviter les dommages à l'appareil, aucun autre périphérique USB, par exemple claviers, dis- ques durs, téléphones portables, appareils photos ou autres appareils, ne doit y être raccordé. -
Page 37: Charger La Configuration
Utilisation de la commande du générateur Transfert de données hors ligne (USB) 5.5.4 Charger la configuration 5.5.4.1 Système Données de configuration des composants système de la source de courant. 5.5.4.2 Appareil Xnet Configuration du maître Données de base pour la communication réseau (indépendantes du générateur). Configuration individuelle Données de configuration indépendantes du générateur adaptées uniquement à... -
Page 38: Gestion Des Tâches De Soudage (Menu)
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) Gestion des tâches de soudage (Menu) Ce menu permet à l'utilisateur d'exécuter toutes les tâches relatives à l'organisation de la tâche de sou- dage (JOB). Cette série de générateurs se caractérise par une utilisation facile et un grand éventail de fonctions. •... -
Page 39: Déroulement Du Programme
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.3 Déroulement du programme Dans le déroulement de JOB, les paramètres de soudage peuvent être sélectionnés et leurs valeurs réglées. Le nombre de paramètres affichés varie selon le mode opératoire choisi. Par ailleurs, l'utilisateur peut accéder aux paramètres avancés et au mode de réglage. -
Page 40: Programmes (P 1-15)
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.3.1 Programmes (P 1-15) Dans le programme manuel P0, l'utilisateur peut procéder au réglage du point de travail de manière con- ventionnelle en configurant les paramètres sur la commande du générateur. Le programme actif est af- fiché... -
Page 41: Aperçu Des Possibilités De Basculement Des Paramètres De Soudage
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.3.2 Aperçu des possibilités de basculement des paramètres de soudage L'utilisateur peut modifier les paramètres de soudage des programmes principaux avec les composants suivants. M3.7 – I/J Commande dévidoir P1-15 PC 300.NET Logiciel... - Page 42 Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) Exemple 2 : Soudage de différentes positions sur une pièce (4 temps) Illustration 5-18 Exemple 3 : Soudage aluminium de tôles d'épaisseurs différentes (Spécial 2 ou 4 temps) Illustration 5-19 099-00L100-EW502 4.7.2019...
-
Page 43: Procédé De Soudage Mig/Mag
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.3.3 Procédé de soudage MIG/MAG Il est possible de déterminer séparément dans chaque JOB le programme de démarrage, principal et final réduits et si un changement en procédé à impulsion doit avoir lieu. Ces propriétés sont enregistrées avec le JOB dans le poste de soudage. -
Page 44: Réglages Étendus
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.3.4 Réglages étendus Option de menu / paramètre Valeur Remarque Commutation de procédé Désactivé Activé Programme de démarrage pulsé Désactivé Activé Programme évanouissement pulsé Désactivé Activé Amorçage retour du fil Désactivé... -
Page 45: Procédé De Soudage Tig
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.3.5 Procédé de soudage TIG Illustration 5-21 Option de menu / paramètre Programme Remarque Temps de pré-écoulement du gaz Val. consigne gaz Option/Modèle GFE (régulation électronique du débit de gaz) requis Courant Courant initial START... -
Page 46: Soudage À L'électrode Enrobée
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.3.6 Soudage à l’électrode enrobée Illustration 5-22 Option de menu / paramètre Remarque Courant Courant Hotstart Durée Temps Hotstart Courant Courant principal Le courant Hotstart est proportionnel au courant de soudage sélectionné. 099-00L100-EW502 4.7.2019... -
Page 47: Mode De Réglage
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.4 Mode de réglage Illustration 5-23 Pos. Symbole Description Retour du fil Le fil de soudage est rembobiné. Une pression prolongé de la touche augmente la vitesse de retour du fil. Introduction du fil Le fil de soudage est introduit dans le faisceau. -
Page 48: Assistant De Données De Soudage Qmos
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.5 Assistant de données de soudage QMOS La durée de refroidissement de 800 °C à 500 °C, essentielle pour le résultat de soudage, appelée égale- ment la durée t8/5, peut être calculée à l’aide des valeurs saisies dans l’assistant de données de souda- ge QMOS. -
Page 49: Surveillance Du Soudage
Utilisation de la commande du générateur Gestion des tâches de soudage (Menu) 5.6.6 Surveillance du soudage Illustration 5-24 Pos. Symbole Description Tolérance de courant Tolérance dévidoir Tolérance de tension Réglages avancés Vers l'affichage et le réglage des paramètres système avancés > voir le chapitre 4.2.3 Assistant de données de soudage QMOS WPQR Option de menu / paramètre... -
Page 50: Configuration D'affichage De Job
Utilisation de la commande du générateur Changer de mode opératoire de soudage (Arc) 5.6.7 Configuration d’affichage de JOB Option de menu / paramètre Valeur Remarque Texte pour matériau : Standard Alternatif Texte pour gaz : Standard Alternatif Définition valeur absolue : Les courants initial, d'évanouissement et de coupure sont déterminés et indiqués en valeur absolue... -
Page 51: Réseau Local Filaire (Lan)
Utilisation de la commande du générateur Transfert de données en ligne (mise en réseau) 5.8.1 Réseau local filaire (LAN) Description du statut Affichage du statut Aucune connexion physique à un réseau Pictogramme LAN désactivé Connexion au réseau, le générateur a été confi- Pictogramme LAN activé... -
Page 52: Mode Opératoire De Soudage
Mode opératoire de soudage Procédé de soudage MIG/MAG Mode opératoire de soudage La sélection de la tâche de soudage s'effectue dans le menu Sélection du JOB (Matériau / Fil / Gaz) > voir le chapitre 5.6.1. Les paramètres de base du mode opératoire de soudage correspondant, par exemple mode opératoire ou correction de la longueur de l’arc, peuvent être sélectionnés directement sur l'écran principal dans la zone d'affichage des paramètres de processus >... -
Page 53: Dynamique De L'arc (Effet De Self)
La combinaison de superPuls avec les procédés de soudage EWM offrent de nombreuses possibilités di- verses. Par exemple, pour pouvoir réaliser des soudures montantes sans recourir à la « technique du sapin », on sélectionne le programme 1 >... -
Page 54: Modes Opératoires
Mode opératoire de soudage Procédé de soudage MIG/MAG 6.1.7 Modes opératoires Les paramètres de soudage - pré-gaz, combustion à l’air libre, etc.- font l’objet d’un préréglage optimal pour de nombreuses applications (mais sont ajustables). 6.1.7.1 Explication des fonctions et des symboles Symbole Signification Actionner la gâchette Relâcher la touche de sélection de la torche... - Page 55 Mode opératoire de soudage Procédé de soudage MIG/MAG Mode 2 temps Illustration 6-1 1er temps • Actionner le bouton de la torche et le maintenir enfoncé. • Le gaz protecteur se répand (pré-écoulement de gaz). • Le moteur du dévidoir tourne à une « vitesse de progression ». •...
- Page 56 Mode opératoire de soudage Procédé de soudage MIG/MAG Mode 2 temps avec Superpuls Illustration 6-2 1er temps • Actionner le bouton de la torche et le maintenir enfoncé • Le gaz protecteur se répand (pré-écoulement de gaz) • Le moteur du dévidoir tourne à une « vitesse de progression » •...
- Page 57 Mode opératoire de soudage Procédé de soudage MIG/MAG Spécial 2 temps Illustration 6-3 1er temps • Actionner la touche de sélection de la torche et la maintenir enfoncée • Le gaz protecteur se répand (pré-écoulement de gaz) • Le moteur du dévidoir tourne à une « vitesse de progression » •...
- Page 58 Mode opératoire de soudage Procédé de soudage MIG/MAG Points Illustration 6-4 Le délai de démarrage t doit être ajouté au délai de point t start 1er temps • Appuyez sur le bouton de la torche et maintenez-le enfoncé. • Le gaz protecteur se répand (pré-gaz). •...
- Page 59 Mode opératoire de soudage Procédé de soudage MIG/MAG Spécial 2 temps avec SuperPuls Illustration 6-5 1er temps • Actionner la touche de sélection de la torche et la maintenir enfoncée • Le gaz protecteur se répand (pré-écoulement de gaz) • Le moteur du dévidoir tourne à...
- Page 60 Mode opératoire de soudage Procédé de soudage MIG/MAG Mode 4 temps Illustration 6-6 1er temps • Actionner la touche de sélection de la torche et la maintenir enfoncée • Le gaz protecteur se répand (pré-écoulement de gaz) • Le moteur du dévidoir tourne à une « vitesse de progression ». •...
- Page 61 Mode opératoire de soudage Procédé de soudage MIG/MAG Mode 4 temps avec Superpuls Illustration 6-7 1er temps : • Actionner la touche de sélection de la torche et la maintenir enfoncée • Le gaz protecteur se répand (pré-écoulement de gaz) •...
- Page 62 Mode opératoire de soudage Procédé de soudage MIG/MAG Mode opératoire 4 temps avec mode de soudage alternant (commutation de procédé) Uniquement pour les postes dotés du mode de soudage à l’ arc pulsé > voir le chapitre 3.2. Illustration 6-8 1er temps : •...
- Page 63 Mode opératoire de soudage Procédé de soudage MIG/MAG Spécial 4 temps Illustration 6-9 1er temps • Actionner la touche de sélection de la torche et la maintenir enfoncée • Le gaz protecteur se répand (pré-écoulement de gaz) • Le moteur du dévidoir tourne à une « vitesse de progression » •...
- Page 64 Mode opératoire de soudage Procédé de soudage MIG/MAG Mode spécial 4 temps avec mode de soudage alternant par brève pression de touche (commutation de procédé) Uniquement pour les postes dotés du mode de soudage à l’ arc pulsé > voir le chapitre 3.2. Illustration 6-10 1er temps •...
- Page 65 Mode opératoire de soudage Procédé de soudage MIG/MAG Mode spécial 4 temps avec mode de soudage alternant (commutation de procédé) Uniquement pour les postes dotés du mode de soudage à l’ arc pulsé > voir le chapitre 3.2. Illustration 6-11 1er temps •...
-
Page 66: Coupure Automatique
Mode opératoire de soudage Procédé de soudage MIG/MAG Spécial 4 temps avec SuperPuls Illustration 6-12 1er temps • Actionner la touche de sélection de la torche et la maintenir enfoncée • Le gaz protecteur se répand (pré-écoulement de gaz) • Le moteur du dévidoir tourne à... -
Page 67: Coldarc / Coldarc Puls
Mode opératoire de soudage Procédé de soudage MIG/MAG 6.1.8 coldArc / coldArc puls Arc court-circuit à température et projections réduites pour le soudage et le brasage à faible déformation de tôles minces avec un excellent refermement de jour. Illustration 6-13 Ces propriétés sont disponibles après avoir sélectionné... -
Page 68: Forcearc / Forcearc Puls
Mode opératoire de soudage Procédé de soudage MIG/MAG 6.1.9 forceArc / forceArc puls Arc puissant à température réduite et direction stable avec pénétration en profondeur pour le niveau de puissance supérieur. Illustration 6-14 • Angle d’ouverture réduit grâce à une pénétration en profondeur et un arc à direction stable •... -
Page 69: 6.1.11 Wiredarc
(bain de fusion) diminue et la pénétration diminue également. Illustration 6-16 Avec EWM wiredArc et l’arc avec la régulation du fil, le courant de soudage (AMP) ne varie que légère- ment lorsque le stick-out change. La compensation du courant de soudage a lieu par une régulation acti- ve de la vitesse de fil (DG). -
Page 70: Procédé De Soudage Tig
Mode opératoire de soudage Procédé de soudage TIG Procédé de soudage TIG 6.2.1 Modes opératoires (séquences de fonctionnement) 6.2.1.1 Explication des fonctions et des symboles Symbole Signification Actionner la gâchette Relâcher la touche de sélection de la torche Tapoter la gâchette (enfoncer rapidement puis relâcher) Le gaz protecteur circule Performance de soudage Pré-écoulement de gaz... - Page 71 Mode opératoire de soudage Procédé de soudage TIG Mode 2 temps Illustration 6-18 Sélection • Sélectionner le mode opératoire 2 temps 1er temps • Actionner le bouton de la torche et le maintenir enfoncé • Le gaz protecteur se répand (pré-écoulement de gaz) L’amorçage se produit avec Liftarc.
- Page 72 Mode opératoire de soudage Procédé de soudage TIG Mode 4 temps Illustration 6-20 Sélection • Sélectionner le mode opératoire 4 temps 1er temps • Actionner la touche de sélection de la torche et la maintenir enfoncée • Le gaz protecteur se répand (pré-écoulement de gaz) L’amorçage se produit avec Liftarc.
- Page 73 Mode opératoire de soudage Procédé de soudage TIG Spécial 4 temps Illustration 6-21 Sélection • Sélectionner le mode de fonctionnement spécial à 4 temps Temps • Appuyer sur la touche de sélection de la torche et la maintenir enfoncée • Le gaz protecteur se répand (pré-écoulement de gaz) L’amorçage de l’arc s´effectue avec Liftarc.
-
Page 74: Amorçage D'arc
Mode opératoire de soudage Procédé de soudage TIG 6.2.2 Amorçage d’arc 6.2.2.1 Liftarc Illustration 6-22 L’arc est amorcé par contact avec la pièce : a) Placer le tube contact et la pointe de l’électrode de tungstène avec précaution sur la pièce (le courant Liftarc passe indépendamment du courant principal défini) b) Incliner la torche et le tube contact jusqu’à... -
Page 75: Soudage À L'électrode Enrobée
Mode opératoire de soudage Soudage à l’électrode enrobée Soudage à l’électrode enrobée 6.3.1 Hotstart La fonction Démarrage à chaud (Hotstart) assure un amorçage sûr de l’arc et un chauffage suffisant sur le métal de base encore froid au début du soudage. L’amorçage a lieu dans ce cas à une intensité de courant plus élevée (courant Hotstart) sur une durée définie (durée Hotstart). -
Page 76: Résolution Des Dysfonctionnements
Résolution des dysfonctionnements Restauration des paramètres d’usine des jobs (tâches de soudage) Résolution des dysfonctionnements Tous les produits sont soumis à des contrôles de fabrication et de finition extrêmement stricts. Si toutefois un problème de fonctionnement survient, il convient de contrôler le produit en question à l´aide du schéma suivant. -
Page 77: Messages D'avertissement
Résolution des dysfonctionnements Messages d'avertissement Messages d'avertissement En fonction des possibilités d'affichage de l'écran du générateur, un message d'avertissement est re- présenté de la manière suivante : Type d'affichage – Commande du généra- Affichage teur Écran graphique deux affichages à 7 segments un affichage à... -
Page 78: Messages D´erreur
Résolution des dysfonctionnements Messages d´erreur Uniquement série de générateurs Titan XQ Messages d´erreur Une erreur sur le générateur de soudage est signalée par un code d'erreur (voir tableau) sur l'écran de la commande. En présence d'une erreur, l'unité de puissance est mise hors tension. L'affichage du numéro d'erreur possible dépend du modèle de poste (interfaces/fonctions). - Page 79 Résolution des dysfonctionnements Messages d´erreur Catégorie Cause possible Remède Court-circuit S’assurer de l’absence de court-circuit sur le circuit du courant de soudage ; déposer la torche de soudage sur un support isolé Générateur incompatible Contrôler l’utilisation du générateur Mise à jour du logiciel requise Contacter la maintenance. Légende catégorie (réinitialiser erreur) a) Le message d'erreur disparaît une fois l'erreur éliminée.
-
Page 80: Annexe
Annexe JOB-List Annexe JOB-List Procédé Matériau Ø [mm] MIG/MAG standard G3Si1 / G4Si1 CO2 100 (C1) MIG/MAG standard G3Si1 / G4Si1 CO2 100 (C1) MIG/MAG standard G3Si1 / G4Si1 CO2 100 (C1) MIG/MAG standard G3Si1 / G4Si1 CO2 100 (C1) MIG/MAG standard G3Si1 / G4Si1 CO2 100 (C1) - Page 81 Annexe JOB-List Procédé Matériau Ø [mm] MIG/MAG standard / pulsé CrNi 22 9 3 / 1.4462 Ar-78 / He-20 / CO2-2 (M12) MIG/MAG standard / pulsé CrNi 22 9 3 / 1.4462 Ar-78 / He-20 / CO2-2 (M12) MIG/MAG standard / pulsé CrNi 22 9 3 / 1.4462 Ar-78 / He-20 / CO2-2 (M12) MIG/MAG standard / pulsé...
- Page 82 Annexe JOB-List Procédé Matériau Ø [mm] MIG/MAG standard / pulsé Al99 Ar-100 (I1) MIG/MAG standard / pulsé Al99 Ar-100 (I1) MIG/MAG standard / pulsé Al99 Ar-70 / He-30 (I3) MIG/MAG standard / pulsé Al99 Ar-70 / He-30 (I3) MIG/MAG standard / pulsé Al99 Ar-70 / He-30 (I3) MIG/MAG standard / pulsé...
- Page 83 Annexe JOB-List Procédé Matériau Ø [mm] JOB libre JOB libre JOB libre JOB libre JOB libre JOB libre JOB libre JOB libre Bloc 1 / JOB1 Bloc 1 / JOB2 Bloc 1 / JOB3 Bloc 1 / JOB4 Bloc 1 / JOB5 Bloc 1 / JOB6 Bloc 1 / JOB7 Bloc 1 / JOB8...
- Page 84 Annexe JOB-List Procédé Matériau Ø [mm] 173* pipeSolution / pulsé G3Si1 / G4Si1 Ar-82 / CO2-18 (M21) 174* pipeSolution / pulsé G3Si1 / G4Si1 Ar-82 / CO2-18 (M21) Soudage MIG/MAG G3Si1 / G4Si1 Ar-90 / CO2-10 (M20) Highspeed Soudage MIG/MAG G3Si1 / G4Si1 Ar-90 / CO2-10 (M20) Highspeed...
- Page 85 Annexe JOB-List Procédé Matériau Ø [mm] Rechargement par souda- G3Si1 / G4Si1 Ar-82 / CO2-18 (M21) 220* coldArc - St/Al ZnAl Ar-100 (I1) 221* coldArc - St/Al ZnAl Ar-100 (I1) 224* coldArc - St/Al AlSi Ar-100 (I1) 225* coldArc - St/Al AlSi Ar-100 (I1) Fil fourré...
- Page 86 Annexe JOB-List Procédé Matériau Ø [mm] MIG/MAG standard / pulsé NiCr 6625 / 2.4831 Ar-78/He-20/CO2-2 (M12) MIG/MAG standard / pulsé NiCr 6625 / 2.4831 Ar-78/He-20/CO2-2 (M12) MIG/MAG standard / pulsé CrNi 25 20 / 1.4842 Ar-97,5 / CO2-2,5 (M12) MIG/MAG standard / pulsé CrNi 25 20 / 1.4842 Ar-97,5 / CO2-2,5 (M12) MIG/MAG standard / pulsé...
- Page 87 Annexe JOB-List Procédé Matériau Ø [mm] 1.4576 327* coldArc / coldArc puls CrNi 19 12 3 Nb / Ar-97,5 / CO2-2,5 (M12) 1.4576 328* coldArc / coldArc puls CrNi 19 12 3 Nb / Ar-97,5 / CO2-2,5 (M12) 1.4576 329* coldArc / coldArc puls CrNi 19 12 3 Nb / Ar-97,5 / CO2-2,5 (M12)
-
Page 88: Aperçu Des Paramètres - Plages De Réglage
Annexe Aperçu des paramètres - Plages de réglage Aperçu des paramètres - Plages de réglage Paramètre Plage de réglage Remarque MIG/MAG Temps pré-gaz Val. consigne gaz l/min Option GFE Programme de démarrage P START DV relative Durée 0,00 - 20,0 Correction U -9,9 Délai de pente... - Page 89 Annexe Aperçu des paramètres - Plages de réglage Paramètre Plage de réglage Remarque Temps de courant de coupure 0,00 - 20,0 Temps post-gaz 20,0 Électrode enrobée (MMA) Courant Hotstart Temps Hotstart -10,0 Arcforce 099-00L100-EW502 4.7.2019...
-
Page 90: Recherche De Revendeurs
Annexe Recherche de revendeurs Recherche de revendeurs Sales & service partners www.ewm-group.com/en/specialist-dealers "More than 400 EWM sales partners worldwide" 099-00L100-EW502 4.7.2019...