Fronius Robacta PTW 500 Instructions De Service
Torche de soudage plasma robotisé
Table des Matières
Les langues disponibles
Les langues disponibles
/ Battery Charging Systems /
Robacta PTW 500, 1500, 3500
42,0410,1151
Welding Technology
/ Solar Electronics
009-10022017
Bedienungsanleitung
Plasma
Roboter-Schweißbrenner
Operating Instructions
Plasma Robot Welding Torch
Instructions de service
Torche de soudage plasma
robotisé
Instrukcja obsługi
Plazmowy palnik spawalniczy
do zastosowania z robotem
Chapitres
Table des Matières

Manuels Connexes pour Fronius Robacta PTW 500














Sommaire des Matières pour Fronius Robacta PTW 500
-
Page 43: Cher Lecteur
Introduction Nous vous remercions de votre confiance et vous félicitons d’avoir acheté un produit de qualité supérieure de Fronius. Les instructions suivantes vous aideront à vous familiari- ser avec le produit. En lisant attentivement les instructions de service suivantes, vous découvrirez les multiples possibilités de votre produit Fronius. - Page 45 Livraison ..............................3 Options PTW 500............................. 5 Options PTW 1500 ........................... 5 Options PTW 3500 ........................... 5 Montage Robacta PTW 500, 1500, 3500 ...................... 6 Sécurité ..............................6 Montage Robacta PTW 500 ........................6 Montage Robacta PTW 1500 ........................7 Montage Robacta PTW 3500 ........................
-
Page 46: Généralités
Guide-fil (froid) Robacta Plasma KD Drive l’appareil Robacta PTW 500 Robacta PTW 500 avec les options Robacta Plasma KD Drive et guide-fil Guide-fil (froid) Robacta Plasma KD Drive Robacta PTW 1500 Robacta PTW 1500 avec les options Robacta Plasma KD Drive et guide-fil... -
Page 47: Domaines D'application
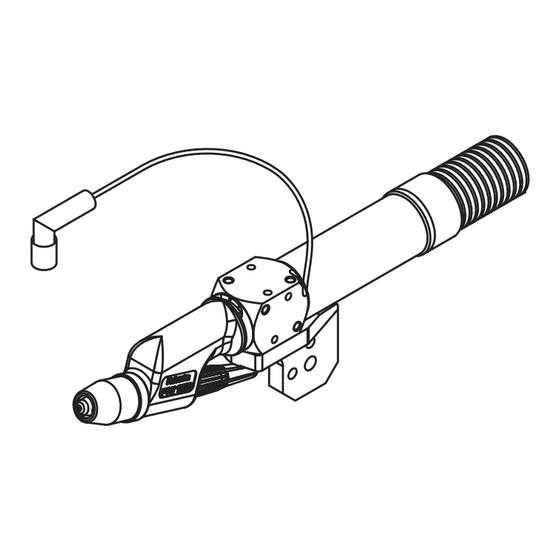
(suite) 1,5 mm (PTW 500), 3 mm (PTW 1500) et 8 mm (PTW 3500). De série, les torches sont équipées d’un raccord Fronius F++. Divers adaptateurs sont disponibles pour utilisation sur un appareil plasma usuel du commerce. Chaque torche peut être équipée avec KD Drive, d’une avance KD ou d’une buse à gaz de traînage. - Page 48 Corps de torche Flexible de liaison déconnexion avec bague de butée Faisceau de liaison 4 m Raccord Fronius F++ / FG Cache de torche Robacta PTW 3500 Douille de serrage ∅ 4,8 mm Électrode tungstène WL 15, ∅ 4,8 mm Support...
-
Page 49: Options Ptw 500
Options PTW 500 Option fil chaud Buse plasma 0,6 / 0,8 / 1,0 / 1,4 / 1,6 mm Adaptateur pour le PlasmaModul non numérique Alimentation de fil froid avec entraînement (système Push-Pull) : Robacta Plasma KD Drive Alimentation de fil froid (système Push) : Robacta Plasma KD Buse à... -
Page 50: Montage Robacta Ptw 500, 1500, 3500
Montage Robacta PTW 500, 1500, 3500 Sécurité AVERTISSEMENT ! Les erreurs en cours d’opération peuvent entraîner des dommages corporels et matériels graves. Les opérations décrites ci-après doivent être effectuées exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité. -
Page 51: Montage Robacta Ptw 1500
Montage Robacta PTW 1500 Mise en place de l’électrode en tungstène Montage du support, mise en place de la douille de serrage Important ! Insérer l’électrode de tungstène de manière à ce que la pointe dépasse d’env. 10 mm hors du corps de la torche. Tirer légèrement le cache de torche, l’électrode en tungstène doit encore pouvoir coulisser dans le corps de torche. -
Page 52: Montage Robacta
Montage Robacta Important ! Insérer l’électrode de tungstène de manière à ce que la pointe dépasse PTW 3500 d’env. 10 mm hors du corps de la torche. Tirer légèrement le cache de torche, l’électrode en tungstène doit encore pouvoir coulisser dans le corps de torche. Les buses gaz de protection refroidies par eau doivent être branchées sur les rac- cords d’eau. -
Page 53: Régler L'électrode De Tungstène
Régler l’électrode de tungstène Généralités Outre la quantité de plasma de gaz paramétrée, la position de la torche plasma est déterminante pour les limites de charge. Par limites de charge, on entend l’intensité de courant maximale possible pour une buse plasma déterminée, pour une quantité... -
Page 54: Régler L'électrode En Tungstène Ptw 500
Régler l’électrode en tungstène PTW 500 (suite) Ajuster le gabarit REMARQUE ! Le réglage de de réglage PTW base pour la mesure « X » sur le 1500 gabarit de réglage correspondant est fonction du diamètre de la buse plasma. Ajuster le réglage de base pour la mesure «... -
Page 55: Régler L'électrode En Tungstène Ptw 3500
Régler l’électrode en tungstène PTW 1500 (suite) max. 3 Nm ... et régler l’électrode en tungstène Fixer l’électrode en tungstène à l’aide du cache de torche Régler l’électrode en tungstène PTW 3500 Desserrer la cache de torche - en fonction de la Mettre en place le gabarit de réglage sur la buse position de la torche, veiller à... -
Page 56: Mise En Service
Mise en service Généralités AVERTISSEMENT ! Les erreurs de manipulation peuvent entraîner des dommages corporels et matériels graves. N’utiliser les fonctions décrites qu’après avoir lu et compris l’intégralité des documents suivants : les présentes Instructions de service toutes les Instructions de service des composants du système, en particu- lier les consignes de sécurité... - Page 57 Mise en service Lors de la première mise en service, veiller au bon débit du gaz (suite) Positionner la torche plasma (mettre en place le robot) Rincer au gaz de protection et au plasma de gaz pendant au moins 30 sec REMARQUE ! Durant le fonctionnement, la torche plasma doit être refroidie en permanence.
-
Page 58: Limites De Charge En Fonction De La Quantité De Plasma De Gaz
Limites de charge en fonction de la quantité de plas- ma de gaz Généralités Les limites de charge lors du soudage à l’arc plasma / du brasage plasma dépendent des facteurs suivants : diamètre de la buse plasma position de l’électrode en tungstène quantité... - Page 59 Limites de char- Tableau uniquement valable pour PTW 3500 en combinaison avec un refroidisseur ge en fonction de FK9000 : la quantité de ∅ ∅ ∅ ∅ ∅ Buse plasma Quantité de plasma de gaz Intensité de soudage max. plasma de gaz 2,0 mm min.
-
Page 60: Diagnostic D'erreur - Élimination De L'erreur
Diagnostic d’erreur - Élimination de l’erreur Sécurité AVERTISSEMENT ! Un choc électrique peut être mortel. Avant tous travaux sur la torche plasma : mettre l’interrupteur d’alimentation de la source de courant et de l’appareil plasma sur « O » déconnecter la source de courant et l’appareil plasma du réseau apposer un panneau d’avertissement compréhensible afin de prévenir toute remise en marche Diagnostic... -
Page 61: Maintenance, Entretien Et Élimination
Maintenance, entretien et élimination Généralités Un entretien régulier et préventif de la torche plasma constitue un facteur important permettant d’en garantir le bon fonctionnement. La torche plasma est soumise à des températures élevées. Elle nécessite donc une maintenance plus fréquente que les autres composants d’une installation de soudage plasma. -
Page 62: Caractéristiques Techniques
79,74 psi Débit minimal de réfrigérant 1,0 l/min 1,0 l/min 1,0 l/min *) Refroidissement par liquide **) Réfrigérant d’origine Fronius ***) Puissance de refroidissement minimale conformént à la norme IEC 60974-2 Ce produit satisfait aux exigences de la norme IEC 60974-7... - Page 63 ud_fr_st_et_01482 012007...
- Page 70 2x360°...
- Page 71 max. 3 Nm...
- Page 73 2x360°...
- Page 75 max. 3 Nm...
- Page 82 _ ˛...