Jet GH-2040ZH Mode D'emploi
Table des Matières
Les langues disponibles
Les langues disponibles
GH-20xxZH-
GH-26xxZH
Original:
GB
Operating Instructions
Translations:
D
Gebrauchsanleitung
F
Mode d´emploi
METAL LATHES
Walter Meier (Fertigung) AG
Bahnstrasse 24
8603 Schwerzenbach
Switzerland
Phone +41 44 806 47 48
Fax
+41 44 806 47 58
jetinfo.eu@waltermeier.com
www.jettools.com
M - 5000766T-50000769T, 50000779T-50000832T
2009-12
Chapitres
Table des Matières

Manuels Connexes pour Jet GH-2040ZH














Sommaire des Matières pour Jet GH-2040ZH
-
Page 48: Utilisation Conforme
Cher client, Nous vous remercions de la confiance que vous nous portez avec l’achat de votre nouvelle machine JET. Ce manuel a été préparé pour l’opérateur du tour à métaux GH-2040/ 2060/ 2080/ 2640/ 2660/ 2680/ 26120 ZH. Son but, mis à part le fonctionnement de la machine, est de contribuer à... -
Page 49: Sécurité
Porter des chaussures de sécurité, surtout pas de La pièce doit se laisser poser et serrer sans problème. tenue de loisirs ou de sandales. L’utilisation conforme implique le strict respect des Veiller toujours à état sûr. instructions de service et de maintenance indiquées Porter des équipements de sécurité... -
Page 50: Autres Risques
Ne pas monter sur la machine. Risque de nuisances par copeaux et bruit. Pour travailler à la machine, porter absolument des Tous travaux de branchement et de réparation sur équipements de sécurité personnels tels que l’installation électrique doivent être exécutés uniquement lunettes, protèges-oreilles et pare-poussières. -
Page 51: Emission De Bruit
GH-2640 / 2680 / 26120 ZH: 4.3 Contenu de la livraison ∅ tournage s/ banc 660mm ∅ tournage s/ pont 870mm GH-2040 / 2060 / 2080 ZH: Longueur du pont 240mm 6 patins de nivelage Au dessus du chariot 420mm Cache anti-projection ∅... -
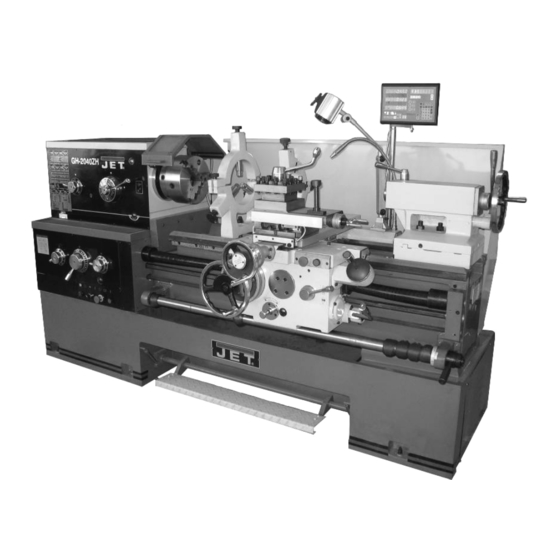
Page 52: Description De La Machine
4.4 Description de la machine Fig 2 12…Volant de la broche de contrepoupée Fig 1 13…Sélecteur de la course de broche 1…Sélecteur de degré de filetage avant/arrêt/arrière 2…Sélecteur de la vitesse de rotation 14…Manche de commande de l'entraînement avec touche d'avance rapide 3…Bouton d'arrêt d'urgence 15…Ecrou embrayable de vis-mère 4…Pompe de liquide de refroidissement marche/arrêt... -
Page 53: Transport Et Installation
Positionner la chariot du bâti et la contre-pointe sur la droite. Glisser 2 tringles en acier suffisamment solides dans les 2 ouvertures du bâti. Soulever avec des sangles de manutention suffisamment solides (Fig 4). Fig 3 N….Cache courroie O.….Protège mandrin P….Protège porte outils Q…..Dispositif de refroidissement R….Lampe de travail halogène... -
Page 54: Premier Graissage
Fig 5 L’exactitude du travail n’est atteinte que sur une machine posée à plat. a) Marge sur la longueur du bâti max. 0,02/1000mm b) Marge sur la longueur du bâti max.0,04/1000mm 5.3 Raccordement au réseau électr. Le raccordement ainsi que les rallonges utilisées Fig 5 doivent correspondre aux instructions. -
Page 55: Phase De Rodage
Avant de mettre la machine en route, vérifier que le En ce qui concerne le réglage du coupleur, voir sélecteur de la course de broche avant/arrêt/arrière chapitre 8. (13, Fig 2) est bien en position zéro. Attention: Tous les réglages des boutons de sélection ne doivent Ne pas utiliser la machine si on observe une perte de être effectués que sur la machine à... -
Page 56: Serrage Des Pièces D'œuvre
6.1 Serrage des pièces d’œuvre Démontage de l'accessoire de serrage: Avant le démontage de l’accessoire de serrage, protéger le bâti avec une planche. Tenir l’accessoire de serrage en tournant les 3 pinces excentrées Camlock d’¼ de tour dans le sens inverse des aiguilles d’une montre. -
Page 57: Fixation Du Burin De Tournage
Réglage de la vitesse de rotation: Ce changement ne doit s’opérer que sur la broche et le moteur à l’arrêt Positionner le levier de choix de vitesse (2, Fig 1) dans la position souhaitée. Au besoin tourner l’accessoire de serrage à la main pour faire rentrer les dents dans l’engrènement. -
Page 58: Tournage Entre Les Pointes
Lors de l'entraînement longitudinal rapide, le volant du tablier du chariot est mis hors service. Avis de sécurité : Si on utilise l'entraînement transversal rapide, il faut débrayer le volant du chariot transversal (le dégager) et rabattre la poignée. 6.6 Filetage Les filets sont usinés en plusieurs passes avec un burin à... -
Page 59: Tournage Conique Avec La Contre-Pointe
Fig 11 7.2 Tournage conique avec la contre-pointe Il est possible de tourner des cônes longs, jusqu’à un angle latéral de 5°, en déplaçant la contre-pointe Fig 12 latéralement. Pour le serrage de gros diamètres, il faut retourner Pour déplacer la contre-pointe, desserrer la vis de les mors rapportés. -
Page 60: Réglage Du Degré De Filetage Et De L'entraînement
Tourner les vis moletées jusqu'à ce que tous les mors lisses touchent la pièce, sans la bloquer. Filetage à droite : entraînement Pendant le tournage, bien graisser les mors lisses. Filetage à gauche: Lunette mobile d'entraînement, La lunette mobile est fixée sur le chariot longitudinal et suit le mouvement du burin. - Page 61 Contrôler que les leviers sont en position correcte. Vérifier que tous les leviers sont bloqués. Il ne faut manipuler les leviers et sélecteurs que sur la machine à l'arrêt. 8. Description des principales parties de la machine Moteur et entraînement par courroie: Le moteur principal se trouve dans le socle de la machine, à...
- Page 62 Frein: Porter la vitesse de rotation de la machine en marche En cas d'urgence, la machine peut être stoppée avec le à vide à son maximum, la température doit rester frein à pied. Quand le frein est actionné, le moteur est inférieure à...
- Page 63 Chariot transversal: Le jeu axial du chariot transversal peut être mis hors service. Retirer tout d'abord la plaque de protection du chariot transversal (3, Fig 22). Desserrer la vis de réglage (1) de l'écrou de la broche transversale Bloquer la vis à six pans creux (2), jusqu'à ce qu'il n'y ait plus de jeu d'inversion.
- Page 64 Fig 23 Fig 25 Fig 24 Permutation des roues de translation : Les réglages standard permettent de couper la plupart des filets (Fig 25, 26) Fig 26 Un permutation des roues de translation n'est nécessaire que pour couper les filets en pouce de 19 TPI et 11 TPI (Fig 27, 28).
-
Page 65: Entretien Et Inspection
9. Entretien et inspection Remarque générale: Avant tous travaux d'entretien, de nettoyage et de réparation, la machine doit être protégée contre la mise en route intempestive. Arrêter l'interrupteur principal! Nettoyer la machine régulièrement. Remplacer immédiatement les dispositifs de protection endommagés ou usés Tous travaux de branchement et de réparation sur l’installation électrique doivent être exécutés uniquement par un électricien qualifié. -
Page 66: Graissage Annuel
Le niveau d'huile peut être contrôlé sur le regard placé en bas. Fig 33 La vis-mère et la broche de chariotage sont graissées automatiquement par une mèche provenant d'un bain d'huile. Fig 30 Graissage des rails de direction du chariot longitudinal : Les rails de direction du chariot longitudinal sont graissés par l'actionnement régulier du dispositif... -
Page 67: Graissage Hebdomadaire
Changer l’huile après le premier mois d’exploitation 9.4 Graissage quotidien: Dévisser le bouchon. Huiler une fois par jour : Retirer toutes les traces de métaux. DIN 51502 CG ISO VG 68 Remplir avec de l’huile neuve. (par ex.. BP Maccurat 68, Castrol Magna BD 68, Mobil A partir de ce moment, changer l’huile une fois par an (le Vectra 2) cas échéant, toutes les 700 heures de travail). -
Page 68: Conseils Généraux D'entretien
Positionner le corps de contrepoupée avec précision au 10. Détecteur de pannes moyen de la vis latérale de réglage. Moteur ne se met pas en route Bloquer les vis de fixation du bâti. *Protège mandrin ouvert- Fermer le protège mandrin *Cache courroie ouvert- 9.8 Ajustage des coulisses des chariots Fermer le cache-courroie... -
Page 69: Protection De L'environnement
Changer la goupille de cisaillement. 11. Protection de l'environnement Protégez l'environnement ! Votre appareil comprend plusieurs matières premières différentes et recyclables. Pour éliminer l'appareil usagé, veuillez l'apporter dans un centre spécialisé de recyclage des appareils électriques. 12. Accessoires Voir liste de prix JET.