
Sommaire des Matières pour Fapim FP16
-
Page 2: Manuale Uso E Manutenzione
FP16 Manuale uso e manutenzione Catalogo ricambi Use and maintenance manual Spare parts catalogue Manuel d’instruction et d’entretien Catalogue des pièces de rechange Manual de uso y manutención Catálogo repuestos... - Page 3 FP16...
- Page 23 FP16...
- Page 42 FP16 Manuel d’instruction et d’entretien Catalogue des pièces de rechange...
- Page 43 FP16...
- Page 44 FP16 Manuel de utilise et maintenance Catalogue des rechanges 1. DESCRIPTION TECHNIQUE 1.1. Caractéristiques techniques 2. INSTALLATION INITIALE 2.1. Emballage 2.2. Contrôle à la livraison 2.3. Donnée et marquage 2.4. Modification et entraxe 2.4.1. Pré-assemblage 2.5. Préréglage 2.6. Branchement alimentation pneumatique 3.
-
Page 45: Description Technique
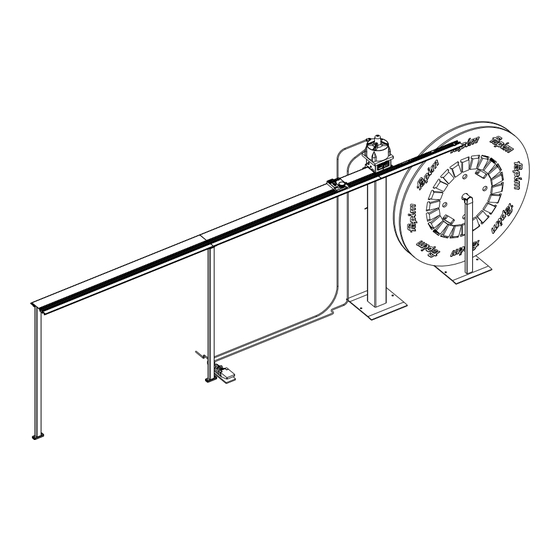
FP16 1. DESCRIPTION TECHNIQUE La poinçonneuse FP-16 a été étudiée, réalisée et testée pour l’usinage des tringles de commande en polyamide des mécanismes GALIPLUS2/GALICUBE industrial aptes pour les fenêtres oscillo-battant et pour les ouvertures à la française. Elle se compose de : - Un groupe matrice, qui inclue la structure, la matrice et les poinçons d’usinage. -
Page 46: Modification Et Entraxe
FP16 2.4 Modification entraxe 104 --> 84 Le dispositif de centrage est fourni pré-monté pour l’entraxe 104, mais il est arrangé aussi pour l’utilise avec l’entraxe 84. Pour l’entraxe 84 il est suffisant positionner les deux goupilles dans les trous internes. -
Page 47: Pré-Montage
FP16 2.4.1 Pré-montage Enlever le corps machine (1a) avec le support (1b) ; monter le groupe porte profils (2) au corps machine (1) avec les vis en dotation. Positionner les supports porte profils (3). Fixer les supports (3). -
Page 48: Préréglage
ATTENTION: Ne utiliser JAMAIS la machine avec tringles qui ne soient pas en polyamide ; elle est compatible avec tringles Fapim (art.1683). -
Page 49: Usinages
FP16 4. USINAGES 4.1 usinage tringles fenêtre Oscillo-Battant Les FP16 permettent une très facile production de tringles de commande en polyamide pour les mécanismes GALIPLUS2/GALICUBE. ATTENTION : utiliser seulement la tringle Fapim art.1683. Les FP16 ne sont pas aptes pour usinages des tringles de forme standard. -
Page 50: Coupage Et Perçage Tringle Verticale
FP16 4.1.1 Coupage et perçage tringle verticale Positionner le montant de la fenêtre sur le support porte profil l’appuyant à droite de la butée étiquette 1471/1481. Faire glisser la butée glissante jusqu’à le sommet gauche du montant et la bloquer. -
Page 51: Coupage Et Perçage Tringle Horizontale
FP16 4.1.2 Coupage et perçage tringle horizontale Positionner le montant de la fenêtre sur le support profils l’appuyant à droite de la butée étiquette avec la référence d’article du campas que on veut monter. Faire glisser la butée jusqu’à le sommet gauche du montant et la bloquer. Insérer la tringle dans la position indiquée jusqu’à... -
Page 52: Perçage Central Tringle Verticale
FP16 4.1.3 Perçage central tringle verticale Positionner le montant centrant l’usinage de la crémone dans les susdits axes. Déplacer la butée glissante jusqu’à le sommet gauche du montant et la bloquer. Insérer la tringle coupée à l’avance dans la position indiquée jusqu’à rencontrer la butée. -
Page 53: Coupage Et Perçage Tringle Pour Fermetures Supplémentaires (Phase1)
FP16 4.1.4 Coupage et perçage tringle pour fermetures supplémentaires (Phase 1) Insérer la tringle à usiner dans la position indiquée. On obtient la longueur désirée déplaçant la butée glissante et faisant référence à la tringle métrique du support porte profils. -
Page 54: Coupage Et Perçage Tringle Pour Fermetures Supplémentaires (Phase 2)
FP16 4.1.5 Coupage et perçage tringle pour fermetures supplémentaires (Phase 2) Insérer la butée dans la poinçonneuse Insérer la tringle à usiner dans la position indiquée. Insérer la tringle jusqu’à la butée. Actionner la pédale pour exécuter le perçage de la tringle... - Page 55 FP16 4.1.6 Perçage intermédiaire de la tringle pour les fermetures supplémentaires Insérer la tringle à usiner dans la position indiquée. La longueur désirée est obtenue déplaçant la butée glissante et faisant référence à la tringle métrique du support porte profils.
-
Page 56: Usinage Tringle Fenêtres À La Française
FP16 4.2 Usinage tringle fenêtres à la française Les FP 16 permettent de produire facilement les tringles en polyamide pour les ouvertures à la français. Art. 0787BB Art. 4082A Art. 0787Bi Art. 0540B Art. 1946A Art. 4082A... -
Page 57: Coupage Et Perçage Tringle Verticale
FP16 4.2.1 Coupage et perçage tringle verticale Positionner le montant de la fenêtre sur le support porte profils l’appuyant à droite sur la butée étiquette avec 0787BA/ 0787BB. Déplacer la butée glissante jusqu’à le sommet gauche du montant et bloquer la butée. -
Page 58: Séparation Tringle Verticale
FP16 4.2.2 Séparation tringle verticale Positionner le montant centrant l’usinage de la crémone dans les susdites axes. Faire glisser l abutée jusqu’à le sommer gauche du montant et la bloquer. Insérer la tringle coupée à l’avance dans la position indiquée jusqu’à rencontrer la butée. -
Page 59: Perçage Ø8 De La Tringle
- Nettoyer périodiquement l’équipement - Protéger avec huile les parties sujettes à corrosion. 6. RECHANGES Il est possible obtenir les pièces de rechange faisant demande directement à Fapim SpA. Il faut absolument communiquer: - N° de série de la machine - Année de fabrication... -
Page 60: Rechanges Groupe Matrice /Poinçon
FP16 6.1 Rechanges groupe Matrice /Poinçon Code Description Code Description N° N° Matrice Poinçon façonnée 1684D01 1684D04 Poinçon de perçage Poinçon coupage tringle 1684D02 1684D05 Poinçon de perçage Poinçon de perçage 1684D03 1684D06 6.2 Rechanges groupe cylindre Code Description N°... -
Page 61: Rechanges Groupe Porte-Profil
Remplir le coupon dans chaque sa partie et l’envoyer dans une enveloppe fermée à Fapim S.p.A. Fapim SpA se réserve le droit d’apporter des modifications et améliorations sans aucun préavis, et donc les informations données dans ce manuel sont données à... - Page 63 FP16...
- Page 82 QI F16 50 02 11-18...