
Manuels Connexes pour ims PRO SPOT ARCPULL 200












Sommaire des Matières pour ims PRO SPOT ARCPULL 200
- Page 1 03-16 / 102-108 SPOT ARCPULL 200 17-30 / 102-108 31-44 / 102-108 45-58 / 102-108 59-72 / 102-108 73-87 / 102-108 88-101 / 102-108 www.ims-welding.com 73502_V4_03/08/2022...
- Page 2 SPOT ARCPULL 200 FIG I / ABB. 1 / AFBEELDING I FIG I - PISTOLET / ABB. 1 - SCHWEISSPISTOLE / FIG I - PISTOLA / FIG I - ПИСТОЛЕТ / AFBEELDING I - PISTOOL / FIG I - PISTOLA FIG II - INTERFACE / ABB.
- Page 3 SPOT ARCPULL 200 AVERTISSEMENTS - RÈGLES DE SÉCURITÉ CONSIGNE GÉNÉRALE Ces instructions doivent être lues et bien comprises avant toute opération. Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise. Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à...
- Page 4 SPOT ARCPULL 200 FUMÉES DE SOUDAGE ET GAZ Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insuffisante.
- Page 5 SPOT ARCPULL 200 CLASSIFICATION CEM DU MATÉRIEL Ce matériel de Classe A n’est pas prévu pour être utilisé dans un site résidentiel où le courant élec- trique est fourni par le réseau public d’alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité...
- Page 6 SPOT ARCPULL 200 L’utilisateur doit s’assurer que les autres matériels utilisés dans l’environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires; h) l’heure du jour où le soudage ou d’autres activités sont à exécuter. La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s’y déroulent.
- Page 7 • Ce matériel est livre avec une prise 16 A de type CEE7/7 et doit être branché à une installation électrique monophasée 230 V (50 - 60 Hz) à trois fils avec le neutre relié à la terre. Le SPOT ARCPULL 200, doté d’un système « Flexible Voltage », s’alimente sur une installation électrique avec terre comprise entre 110 V et 240 V (50 - 60 Hz).
- Page 8 SPOT ARCPULL 200 BRANCHEMENT SUR GROUPE ÉLECTROGÈNE Ce matériel peut fonctionner avec des groupes électrogènes monophasés à condition qu’ils répondent aux exigences suivantes : • La tension doit être alternative, réglée comme spécifiée et de tension crête inférieure à 400 V.
- Page 9 SPOT ARCPULL 200 L’amorçage : la pièce rapportée (anneau de tirage, goujons, etc.) est mise en court-circuit. Un appui sur la gâchette démarre le processus de soudage : le pistolet lève légèrement la pièce rapportée, un arc électrique se crée.
- Page 10 SPOT ARCPULL 200 MODE DE FONCTIONNEMENT DU PRODUIT A sa mise en route, le produit démarre toujours en mode synergique. Le changement de mode (Manuel ou Synergique) se fait via le Menu Principal. SOUDAGE EN MODE SYNERGIQUE En Mode Synergique, la hauteur de l’arc, les temps et courants des différentes phases de la soudure sont déterminés automatiquement par le produit.
- Page 11 SPOT ARCPULL 200 SOUDAGE EN MODE MANUEL En Mode Manuel, les temps, courants, coefficients des différentes phases de soudure et la hauteur de levée de la pièce rapportée sont à renseigner par l’utilisateur. Temps de l’arc Courant de l’arc zone de message Pour augmenter ou diminuer la durée d’arc (valeur...
- Page 12 SPOT ARCPULL 200 Plage de réglage mode manuel Commentaire Amorçage -10 à 10 (valeur par défaut 0) La valeur par défaut assure un amorçage optimal sans risque de rupture d’arc lors de la levée de la pièce rapportée tout en limitant le courant de court-circuit.
- Page 13 SPOT ARCPULL 200 OUTILS DU PISTOLET CHANGEMENT DES TIGES DE REPRISE DE MASSE DU PISTOLET Dépose des tiges Vis de face avant : Vis de serrage des tiges : • Dévisser les deux vis de face avant et dégager légèrement le capot vers l’avant du pistolet.
- Page 14 SPOT ARCPULL 200 Repose d’un porte-goujon Buse de protection gazeuse • Positionner et visser le support porte-goujon dans le canon du pistolet. • Positionner et visser légèrement la buse de protection gazeuse sur le support porte-goujon. • Positionner le porte-goujon préalablement réglé dans la Porte-goujon buse de protection.
- Page 15 SPOT ARCPULL 200 La coiffe doit impérativement être placée de l’autre côté des poussoirs du patin. La coiffe de protection gazeuse ne doit pas être montée sur le patin de prise de masse lorsque la soudure se fait sans protection gazeuse.
- Page 16 SPOT ARCPULL 200 CONDITIONS DE GARANTIE FRANCE La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’oeuvre). La garantie ne couvre pas : • Toutes autres avaries dues au transport.
- Page 17 SPOT ARCPULL 200 WARNING - SAFETY RULES GENERAL INSTRUCTIONS Read and understand the following safety recommendations before using or servicing the unit. Any change or servicing that is not specified in the instruction manual must not be undertaken. The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions featured in this manual .
- Page 18 SPOT ARCPULL 200 WELDING FUMES AND GAS The fumes, gases and dust produced during welding are hazardous. It is mandatory to ensure adequate ventilation and/or extraction to keep fumes and gases away from the work area. An air fed helmet is recommended in cases of insufficient air supply in the workplace.
- Page 19 SPOT ARCPULL 200 Provided that the impedance of the low-voltage public electrical network at the common coupling point is less than Zmax = 0.45 Ohms, this equipment complies with IEC 61000-3-11 and can be connected to public low-voltage electrical mains. It is the responsibility of the installer or user of the equipment to ensure, in consultation with the distribution netwtork operator if necessary, that the network impedance complies with the impedance restrictions.
- Page 20 SPOT ARCPULL 200 Welding area assessment Besides the welding area, the assessment of the arc welding systems intallation itself can be used to identify and resolve cases of disturbances. The assessment of emissions must include in situ measurements as specified in Article 10 of CISPR 11.
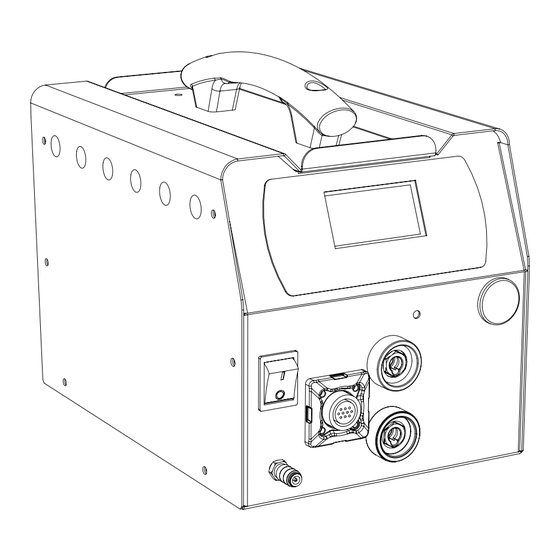
- Page 21 INSTALLATION – PRODUCT OPERATION EQUIPMENT DESCRIPTION (FIG-1) The SPOT ARCPULL 200 is a single-phase inverter welding machine with arc-pull technology making is suitable to weld welding parts(threaded studs, insulation nails, pulling rings) on steel or aluminium based materials. It has a synergic mode and a manual mode.
- Page 22 SPOT ARCPULL 200 GAS PROTECTION Depending on the material to be welded, gas protection may be necessary. The gas flow must be set between 10 and 12L/min. The following table lists the gases required depending on the inserts to be welded and their material. This table is given as an indication, pre-weld tests are recommended.
- Page 23 SPOT ARCPULL 200 DRAWN ARC WELDING WITH THE ARCPULL 200 • Clean and remove grease from the welding zone. • Mount the appropriate tool on the gun (ring holder, threaded stud holder, etc.).. If necessary, mount the pad and its protective cap at the end of the rods, as well as the barrel and its nozzle.
- Page 24 SPOT ARCPULL 200 It is recommended to make some preliminary welding tests if other consumables are used. Type, material and size of insert Goujon ArCO_8% Gas to use Sheet metal thickness Coefficient Power zone de message Thickness of the support sheet metal (value To increase or decrease the sheet metal thickness to which the insert will be welded use keys D+ and D-.
- Page 25 SPOT ARCPULL 200 MAIN MENU To access the Main Menu from the Synergic or Manual modes, press the button Menu/Validate Menu Principal Press the keys G+ and G- to move the section cursor. Select the section by pressing the button Menu/Validate >...
- Page 26 SPOT ARCPULL 200 CONFIGURATION Configuration Press the keys G+ and G- to move the left cursor (Pregas, Postgas, Language, Reset > Pregaz > 0.2s machine, Info). Postgaz 0.2s Langue When the items Pregas, Postgas or Language are highlighted, press the keys D+ and D- Reset machine to modify their value.
- Page 27 SPOT ARCPULL 200 GUN TOOLS CHANGE THE GUN EARTH RODS Removal of the rods Front screw: Rod tightening screws: • Unscrew the two front screws in order to slightly release the case towards the front of the gun. • Slightly unscrew the two screws used to hold the rods.
- Page 28 SPOT ARCPULL 200 Repositioning of a dowel pin holder Dowel pin holder • Position and screw thedowel pin holder into the barrel of the gun. Put the protection nozzle on the dowel pin support and tigh- ten slightly. • Put the dowel pin holder previously set int protection Protective nozzle.
- Page 29 SPOT ARCPULL 200 The gas protection cover must not be mounted on the ground pad when welding without gas pro- tection. • Put the pad (equipped with its cover) at the end of the earth rods and screw in the 2 clamping screws. It is recommended to place the pad...
- Page 30 SPOT ARCPULL 200 WARRANTY The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour). The warranty does not cover: • Transit damage. • Normal wear of parts (eg. : cables, clamps, etc..). • Damages due to misuse (power supply error, dropping of equipment, disassembling).
- Page 31 SPOT ARCPULL 200 SICHERHEITSANWEISUNGEN ALLGEMEIN Die Missachtung dieser Anweisungen und Hinweise kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, die nicht explizit in der Anlei- tung gennant werden. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes ens- tanden sind.
- Page 32 SPOT ARCPULL 200 ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung eines wassergekühlten Brenners darauf, dass Kühlaggregat nach Schweißende ca. 10min weiterlaufen zu las- sen, damit die Kühlflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
- Page 33 SPOT ARCPULL 200 Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät im Betrieb ist. Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann.
- Page 34 SPOT ARCPULL 200 Prüfung des Schweißplatzes Das Umfeld sollte vor der Einrichtung der Lichtbogenschweißeinrichtung auf potenzielle elektromagnetische Probleme geprüfen werden. Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung muss folgendes berück- sichtigt werden: a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen; b) Radio- und Fernsehgeräte;...
- Page 35 INSTALLATION – BETRIEB DES PRODUKTES BESCHREIBUNG DES GERÄTS (FIG-1) Das SPOT ARCPULL 200 ist ein Schweißgerät mit einphasiger Inverter-Hubzündung, geeignet zum Verschweißen von Anbauteilen (Bolzen, Isoliernägel, Zugringe) auf Werkstücken auf Basis von Aluminium oder Stahl. Das Gerät verfügt über einen Synergie- und einen Hand-Betriebsmodus.
- Page 36 SPOT ARCPULL 200 • Der Gerätestart erfolgt durch das Stellen des Schalters M/A auf « | ». • Das Gerät geht in den Schutzzustand über, wenn die Spannungsversorgung über 265 VAC steigt (Mitteilung NETZFEH- LER wird auf dem Display angezeigt). Der Normalbetrieb wird erneut aufgenommen, sobald die Spannungsversorgung wieder im normalen Bereich liegt.
- Page 37 SPOT ARCPULL 200 SCHWEISSVERFAHREN MIT HUBZÜNDUNG Phase Zündung Abbeizen Lichtbogen Verklebung T (ms) 0 bis 200 ms 10 bis 500 ms 0 bis 50 ms I (A) ≈80-150 A 10 bis 60 A 0 bis 200 A* ≈80-150 A * Bei einer Versorgungsspannung von 110 VAC, 50 Hz/60 Hz ist der Lichtbogenstrom auf 100 A begrenzt.
- Page 38 SPOT ARCPULL 200 NHinweis 1 : Das Schweissen von Ringen darf nur mit neuen Ringen vorgenommen werden. Hinweis 2 : Um eine korrekte Positionierung der Schweissung zu erreichen, wird empfohlen, ein rechteckiges Kreuz auf dem Trägerblech zu markieren um dieses mit den Markierungen am Rand des Schutzes zu markieren.
- Page 39 SPOT ARCPULL 200 Der Leistungskoeffizient kann zwischen -10 und +10 eingestellt werden. Um den Leistungskoeffizienten zu erhöhen oder zu vermindern, drücken Sie die Tasten G+ und G-. Hinweis : Die Synergie-Kennlinien sind optimiert für einen Leistungskoeffizient von 0. Leistungs- Effekt am Gerät Folge für die Schweissung...
- Page 40 SPOT ARCPULL 200 SYNERGISCHE EINSTELLUNGEN Drücken Sie die Tasten G+ und G-, um den linken Cursor zu verschieben (Werkstoffe, Gas, Réglages Synergie Typ und Grösse des Anbauteils). Drücken Sie die Tasten D+ und D-, um die Werte jedes Parameters zu ändern.
- Page 41 SPOT ARCPULL 200 Geräte-Reset Wenn «Reset Maschine» im Konfigurationsmenü gewählt wird, geht das Gerät durch Drüc- Reset machine ken auf Menu/Bestätigen in das Untermenü des Geräte-Resets. Drücken sie während 3 s auf Menü/Bestätigen um das Gerät zurückzusetzen. : 3sec pour valider Drücken Sie die Rücktaste...
- Page 42 SPOT ARCPULL 200 AUWECHSELN EINES ELEKTRODENHALTERS Schutz und Stift für Masse- Verriegelungring Abdeckung verbindung Ausbau eines Elektrodenhalters • Entfernen Sie gegebenenfalls den Schutz und die Gasab- dichtung von den Stiften für die Masseverbindung. • Entfernen Sie die Schrauben und den Verriegelungsring mit dem Ringträger oder dem Bolzenträger.
- Page 43 SPOT ARCPULL 200 Hinweis : das Anschweissen von Anbauteilen bis 45 mm Länge ist möglich. Bei Längen über 30 mm kann es notwendig sein, die Regelschraube des Bolzenhalters umzudrehen. Hinweis : Wenn die Bolzenschweißnaht die Markierungen des Markie- Bolzenhalters an der Schweißnaht zeigt, stellen Sie die Bolzenhalter- rungen schraube so ein, daß...
- Page 44 SPOT ARCPULL 200 Eine Taste des Bedienfelds Bedienfeld vom Fachmann überprüfen Fehler im Bedienfeld ist gedrückt beim Gerätes- lassen. tart. TOUCHE APPUYEE Pistole wieder anschließen und Gerät Fehlerhafte Verbindung Verbindungsfehler wieder starten. Wenn der Fehler weiterhin zwischen Pistole und mit Pistole vorliegt, Gerät vom Fachmann überprüfen...
- Page 45 SPOT ARCPULL 200 ADVERTENCIAS - NORMAS DE SEGURIDAD CONSIGNA GENERAL Estas instrucciones se deben leer y comprender antes de toda operación. Toda modificación o mantenimiento no indicado en el manual no se debe llevar a cabo. Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
- Page 46 SPOT ARCPULL 200 HUMOS DE SOLDADURA Y GAS El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación suficiente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación insuficiente.
- Page 47 SPOT ARCPULL 200 Bajo condición que la impedancia de la red pública de alimentación baja tensión al punto de acoplamiento sea inferior a Zmax = 0.45 Ohms, este material esta conforme a la CEI 61000-3-11 y puede ser conectado a las redes públicas de alimentación baja tensión. Es de la responsabilidad del instalador o del usuario del material de asegurarse, consultando el operador de la red de distribución...
- Page 48 SPOT ARCPULL 200 Evaluación de la instalación de soldadura Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco puede servir para determinar y resolver los problemas de alteraciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especificado en el Artículo 10 de la CISPR 11.
- Page 49 DESCRIPCIÓN DEL MATERIAL (FIG. 1) El SPOT ARCPULL 200 es una estación de soldadura de arco inversor monofásico para soldar insertos (espárragos, clavos de aislamiento, anillos de tracción) a materiales con base de aluminio o acero. Dispone de un modo de funcio- namiento Sinérgico y de un modo de funcionamiento Manual.
- Page 50 SPOT ARCPULL 200 • La potencia debe ser de al menos 7kVA. Es imperativo comprobar estas condiciones, ya que muchos grupos electrógenos producen picos de alta tensión que pueden dañar los aparatos. USO DEL CABLE DE EXTENSIÓN Este equipo puede conectarse a la instalación eléctrica mediante un alargador, siempre que cumpla los siguientes requi- sitos: •...
- Page 51 SPOT ARCPULL 200 Cebado: el inserto (anillo de tiro, pernos, etc.) está en cortocircuito. Al apretar el gatillo se inicia el proceso de soldadura: la pistola levanta ligeramente la pieza, se genera un arco eléctrico. El decapado: el arco eléctrico de débil intensidad decapa la chapa. El calor generado por el arco elimina las impurezas (grasa, aceite, protección de zinc, etc.) de la chapa.
- Page 52 SPOT ARCPULL 200 CÓMO FUNCIONA EL PRODUCTO El producto siempre se pone en marcha en modo sinérgico cuando se enciende. El cambio de modo (Manual o Sinérgico) se hace a través del Menú Principal. SOLDADURA EN MODO SINÉRGICO En Modo Sinérgico, el tiempo y corriente de las diferentes fases de la soldadura están determinados automáticamente por el producto.
- Page 53 SPOT ARCPULL 200 SOLDADURA EN MODO MANUAL En el modo manual, el usuario debe introducir los tiempos, las corrientes, los coeficientes de las diferentes fases de soldadura y la altura de elevación del inserto. Menu Principal Anilla 1.5mm > Ajustes...
- Page 54 SPOT ARCPULL 200 Rango de ajuste en modo manual Comentario Cebado -10 a 10 (valor por defecto 0) El valor por defecto asegura un cebado óptimo sin riesgo de ruptura de arco cuando se eleve el electrodo limitando el riesgo de corriente de cortocircuito.
- Page 55 SPOT ARCPULL 200 HERRAMIENTAS PARA LA PISTOLA CAMBIO DE VARILLAS DE TOMA DE MASA DE LA PISTOLA Colocación de varillas Tornillo parte Tornillo de ajuste frontal: de las varillas : • Desenrosque los dos tornillos del panel frontal y afloje la cubierta ligeramente hacia el frente del arma.
- Page 56 SPOT ARCPULL 200 Reemplazo de un soporte de pernos Boquilla de gas protector • Coloque y atornille el soporte de los pernos en el cañón de la pistola. • Coloque y enrosque ligeramente la boquilla de protección de gas en el soporte del perno.
- Page 57 SPOT ARCPULL 200 El capuchón debe ser colocado al otro lado de los empujadores de la base. • Coloca la base (equipado con su tapa) en el extremo de las varillas de conexión a tierra y atornilla los 2 tornillos de sujeción. Se recomienda posicionar la base con los tornillos de fijación hacia abajo en la parte...
- Page 58 SPOT ARCPULL 200 GARANTÍA La garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra) La garantía no cubre: • Todas las otras averías resultando del transporte •...
- Page 59 SPOT ARCPULL 200 ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ ОБЩИЕ УКАЗАНИЯ Эти указания должны быть прочтены и поняты до начала сварочных работ. Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты. Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим...
- Page 60 SPOT ARCPULL 200 СВАРОЧНЫЕ ДЫМ И ГАЗ Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-респиратором. Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
- Page 61 SPOT ARCPULL 200 При условии, что сопротивление низковольтной сети общего питания в общей точке соединения меньше Zmax = 0.45 ом, это оборудование соответствует IEC 61000-3-11 и может быть подключено к низковольтным сетям общего питания. Cпециалист, установивший аппарат, или пользователь, должны убедиться, обратившись при надобности к организации, отвечающей за...
- Page 62 SPOT ARCPULL 200 Оценка сварочной установки Помимо оценки зоны, оценка аппаратов ручной дуговой сварки может помочь определить и решить случаи электромагнитных помех. Оценка излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11. Измерения в условиях эксплуатации могут также позволить подтвердить эффективность мер по...
- Page 63 УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ ОПИСАНИЕ ОБОРУДОВАНИЯ (FIG-1) SPOT ARCPULL 200 - это однофазный инверторный аппарат для дуговой сварки, который позволяет сваривать дополнительные детали (шпильки, изоляционные гвозди, тяговые кольца) на материалы на основе алюминия или стали. Работает в двух режимах: синергетическом и ручном.
- Page 64 SPOT ARCPULL 200 Очень важно проверить эти условия, тк многие электрогенераторы выдают пики напряжения, которые могут повредить оборудование. ИСПОЛЬЗОВАНИЕ УДЛИНИТЕЛЯ Это оборудование может быть подключено к электрической установке с помощью удлинительного кабеля при условии, что оно соответствует следующим требованиям: • Однофазный удлинитель с заземлением.
- Page 65 SPOT ARCPULL 200 Поджиг расходный материал (натяжное кольцо, шпильки и т.д.) вставлен в режиме короткого замыкания. Нажатие на курок запускает процесс сварки: пистолет слегка поднимает расходный материал, создается электрическая дуга. Очистка поверхности: электрическая дуга малой мощности очищает поверхность детали. Тепло, генерируемое...
- Page 66 SPOT ARCPULL 200 ПРИНЦИП ДЕЙСТВИЯ УСТРОЙСТВА При включении устройство всегда запускается в синергетическом режиме. Смена режима (ручной или синергетический) осуществляется через главное меню. СВАРКА В СИНЕРГЕТИЧЕСКОМ РЕЖИМЕ В Синергетическом Режиме продолжительность сварки и сила тока на разных этапах автоматически определяются...
- Page 67 SPOT ARCPULL 200 Для изменения других синергетических параметров сварки (материалы, тип и размер крепежа, газ) см. главу «Синергетические Настройки». СВАРКА В РУЧНОМ РЕЖИМЕ В ручном режиме время, токи, коэффициенты различных фаз сварки и высота подъема пластины должны быть введены пользователем.
- Page 68 SPOT ARCPULL 200 Нажатие на кнопку Меню/Подтвердить подтверждает ручные настройки и возвращает аппарат к экрану сварки в ручном режиме. Нажмите на кнопку Назад чтобы не учитывать настройки и вернуться к Основному Меню. Диапазон регулировки в Комментарий ручном режиме Поджиг от -10 до 10 (по умолчанию 0) Значение по умолчанию обеспечивает оптимальный поджиг...
- Page 69 SPOT ARCPULL 200 ИНСТРУМЕНТЫ ПИСТОЛЕТА ЗАМЕНА ШТЫРЕЙ ЗАЗЕМЛЕНИЯ ПИСТОЛЕТА Как снять штыри Передние винты: Зажимные винты штырей: • Открутите два винта на передней панели и слегка отпустите крышку по направлению к передней части пистолета • Слегка отвинтите оба винта, зажимающие штыри.
- Page 70 SPOT ARCPULL 200 Repose d’un porte-goujon Газозащитное сопло • Установите и вверните держатель шпильки в ствол пистолета. • Установите и слегка прикрутите газозащитное сопло к опоре шпильки. • Установите держатель шпильки, предварительно Цанга для отрегулированный в защитную насадку. шпилек • Привинтить защитную насадку.
- Page 71 SPOT ARCPULL 200 Крышка обязательно должна быть размещена на другой стороне толкателей подошв. • Установите прокладку (снабженную крышкой) на конце стержней для восстановления массы и затяните 2 зажимных винта. Рекомендуется устанавливать колодку так, чтобы зажимные винты Маркировка положения были направлены к нижней части пистолета, чтобы четко видеть...
- Page 72 SPOT ARCPULL 200 ГАРАНТИЯ Гарантия распространяется на любой заводской дефект или брак в течение 2х лет с даты покупки изделия (запчасти и рабочая сила). Гарантия не распространяется на: • Любые поломки, вызванные транспортировкой. • Нормальный износ деталей (Например : кабели, зажимы и т.д.).
- Page 73 SPOT ARCPULL 200 WAARSCHUWING - VEILIGHEIDSINSTRUCTIES ALGEMENE INSTRUCTIES Voor het in gebruik nemen van het product moeten deze instructies gelezen en goed begrepen wor- den. Voer geen wijzigingen of onderhoud uit die niet in de handleiding vermeld staan. Geen enkel lichamelijk letsel of schade, veroorzaakt door het niet naleven van de instructies in deze handleiding, kan verhaald worden op de fabrikant van het apparaat.
- Page 74 SPOT ARCPULL 200 LASDAMPEN EN GAS Dampen, gassen en stof uitgestoten tijdens het lassen zijn gevaarlijk voor de gezondheid. Zorg voor voldoende ventilatie, soms is toevoer van verse lucht tijdens het lassen noodzakelijk. Een lashelm met verse luchtaanvoer kan een oplossing zijn als er onvoldoende ventilatie is.
- Page 75 SPOT ARCPULL 200 Deze apparatuur is conform aan de norm CEI 61000-3-11 en kan aangesloten worden aan openbare lage spanningsnetwerken, onder voorwaarde dat de impedantie van het openbare lagespanningsnetwerk op het aankoppelingspunt lager is dan Zmax = 0.45 Ohms. Het is de verantwoordelijkheid van de...
- Page 76 SPOT ARCPULL 200 De afmeting van het omliggende gebied dat in acht genomen moet worden hangt af van de structuur van het gebouw en van de overige activiteiten die er plaatsvinden. Het omliggende gebied kan groter zijn dan de begrenzing van de installatie.
- Page 77 • Dit materieel wordt geleverd met een 16 A aansluiting type CEE7/7, en moet aangesloten worden op een enkelfase elektrische 230 V (50 - 60 Hz) installatie, met drie draden waarvan één geaard. De SPOT ARCPULL 200 heeft een «...
- Page 78 SPOT ARCPULL 200 AANSLUITING OP EEN AGGREGAAT. Dit apparaat is geschikt voor een gebruik met enkelfase generatoren, met een piekspanning die niet hoger mag zijn dan 400 V, en die aan de volgende voorwaarden moeten voldoen : • De spanning moet wisselspanning zijn, afgesteld zoals gespecificeerd, en met een piekspanning lager dan 400 V.
- Page 79 SPOT ARCPULL 200 De ontsteking : het aangebrachte onderdeel (trekoog, bout enz) wordt in kortsluiting gezet. Een druk op de trekker start het lassen op : het pistool brengt lichtjes het aangebrachte onderdeel omhoog, en er wordt een elektrische boog gevormd.
- Page 80 SPOT ARCPULL 200 WERKING VAN HET APPARAAT Het product start altijd op in synergetische modus als het wordt ingeschakeld. Het wijzigen van de module (Handmatig of Synergetisch) gaat via het Hoofd Menu. LASSEN IN DE SYNERGETISCHE MODULE In de Synergetische Module worden de hoogte van de boog, de duur en stroom tijdens de verschillende las-fases auto- matisch door het apparaat geregeld.
- Page 81 SPOT ARCPULL 200 LASSEN IN DE HANDMATIGE MODULE In de Handmatige Module moeten de duur, stroom, coëfficiënten van de verschillende las-etappes en de hoogte van het aan te brengen element door de lasser worden ingevuld. Ring 1.5mm Duur van de boog...
- Page 82 SPOT ARCPULL 200 Instelbereik handmatige Commentaar module Start -10 tot 10 (standaard waarde "De standaard waarde verzekert een optimale ontsteking zonder risico op onderbreking van de boog tijdens het omhoog bewegen van het aan te brengen onderdeel, en beperkt de kortsluitings- troom.
- Page 83 SPOT ARCPULL 200 GEREEDSCHAP PISTOOL VERVANGEN VAN DE AARDPENNEN VAN HET PISTOOL Verwijderen van de pennen Schroeven voor- Bevestigingss- zijde : chroeven pennen : • Schroef de twee schroeven aan de voorzijde los en beweeg voorzichtig de behuizing in de richting van de voorkant van het pistool.
- Page 84 SPOT ARCPULL 200 Plaatsen van een klinknagel-houder Beschermgas nozzle • Plaats de steun voor klinknagel-houder in de loop van het pistool en schroef deze vast. • Plaats voorzichtig de gasbescherming-nozzle op de klin- knagel-houder en draai deze voorzichtig aan. • Plaats de reeds ingestelde klinknagel-houder in de nozzle.
- Page 85 SPOT ARCPULL 200 De beschermer mag nooit aan de kant van de drukkers worden geplaatst. • Plaats het blokje (met de gasbeschermer) op het uiteinde van de aarde-pennen en schroef de 2 vergrendelschroeven vast. Het wordt aanbevolen om het blokje met de vergrendelschoeven naar de onder-...
- Page 86 SPOT ARCPULL 200 GARANTIEVOORWAARDEN FRANKRIJK De garantie dekt alle gebreken en fabricagefouten gedurende twee jaar vanaf de aankoopdatum (onderdelen en arbeids- loon). De garantie dekt niet : • Alle overige schade als gevolg van vervoer. • De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : kabels, klemmen, enz.).
- Page 87 SPOT ARCPULL 200 AVVERTENZE - AVVERTENZE DI SICUREZZA ISTRUZIONI GENERALI Queste istruzioni devono essere lette e comprese prima dell’uso. Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata. Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in questo manuale non potrà essere considerata a carico del fabbricante.
- Page 88 SPOT ARCPULL 200 FUMI DI SALDATURA E GAS I fumi, gas e polveri emesse dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d’aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
- Page 89 SPOT ARCPULL 200 A condizione che l’impedenza della rete pubblica di alimentazione bassa tensione nel punto di aggancio comune sia inferiore a Zmax = 0.45 Ohms, questo dispositivo è conforme alla CEI 61000-3- 11 e può essere collegato alla rete pubblica di alimentazione bassa tensione. E’ quindi responsabilità...
- Page 90 SPOT ARCPULL 200 Valutazione della zona di saldatura Oltre alla valutazione della zona, la valutazione delle installazioni di saldatura all’arco possono servire a determinare e risolvere i casi di interferenze. Conviene che la valutazione delle emissioni comprenda misure in situ come specificato all’articolo 10 della CISPR 11.
- Page 91 • Questo apparecchio è dotato di una presa 16A di tipo CEE7/7 e dev’essere collegato ad una rete monofase 230 V (50 - 60 Hz) a tre fili con il neutro collegato a terra. Lo SPOT ARCPULL 200, dotato di sistema « Flexible Voltage », s’alimenta su na installazione elettrica con terra compresa tra 110 V e 240 V (50 - 60 Hz).
- Page 92 SPOT ARCPULL 200 • La potenza deve essere di 7kVA o meno. È obbligatorio verificare queste condizioni, perché molti generatori producono dei picchi di alta tensione che possono danneggiare il dispositivo. USO DELLA PROLUNGA Questo apparecchio viene collegato all’installazione elettrica per mezzo di una prolunga a condizione che essa risponda alle seguenti esigenze: •...
- Page 93 SPOT ARCPULL 200 Il decapaggio : l’arco elettrico di debole intensità esegue il decapaggio della lamiera. Il calore generato dall’arco elimina le impurità (grassi, oli, protezione zincata, etc.) della lamiera. L’arco : la corrente d’arco crea un bagno di fusione sulla lamiera e mette in fusione l’estremità dell’inserto.
- Page 94 SPOT ARCPULL 200 MODALITÀ DI FUNZIONAMENTO DEL PRODOTTO All’accensione il prodotto si avvia sempre in modo sinergico. Il cambio di modalità (Manuale o Sinergica) viene fatta tramite il Menù Principale. SALDATURA IN MDALITÀ SINERGICA In modalità Sinergica, l’altezza dell’arco, i tempi e le correnti delle diversi fasi della saldatura vengono determinate automaticamente dal prodotto.
- Page 95 SPOT ARCPULL 200 SALDATURA IN MODALITÀ MANUALE In Modalità Manuale, i tempi, a corrente, i coefficienti delle diverse fasi di saldatura e l’altezza di sollevamneto dell’in- Menu Principale serto devono essere inserite dall’utilizzatore. Anello 1.5mm > Regolazioni Modo Manuale Configurazione tempi dell’arco...
- Page 96 SPOT ARCPULL 200 Intervallo di regolazione modo Commento manuale Innesco -10 a 10 Il valore pre impostato assicura un innesco ottimale senza rischio di (valore pre impostato 0) interruzione dell'arco quando l'inserto viene sollevato limitando la corrente di corto-circuito. Aumentare leggermente l'innesco in caso di rottura dell'arco ripe- tuta.
- Page 97 SPOT ARCPULL 200 UTENSILI DELLA PISTOLA CAMBIO DELLE ASTE DI RECUPERO DI MASSA DELLA PISTOLA. Rimozione aste Viti del frontale : Vis de serrage des tiges : • Svitare le due viti del frontale e aprire leggermente il coperchio verso la parte ante- riore della pistola.
- Page 98 SPOT ARCPULL 200 Riposizionamento di un porta-perno Ugello di protezione gassosa • Posizionare e avvitare il porta-perno nella canna della pis- tola. • Posizionare e avvitare leggermente l’ugello di protezione gassosa sul supporto porta-perno. • Posizionare il porta-perno preventivamente regolto Porta-perno nell’ugello di protezione.
- Page 99 SPOT ARCPULL 200 Il cappuccio deve imperativamnete essere situato dall’altra parte dei pulsanti del pattino. • Posizionare il pattino (dotato del suo cappuccio) all’estremità delle aste di recupero di massa e avvitare le 2 viti di serraggio. E’ raccoman- dato posizionare il pattino con la vite di serraggio orientate verso la...
- Page 100 SPOT ARCPULL 200 GARANZIA La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d’acquisto (pezzi e mano d’opera). La garanzia non copre: • Danni dovuti al trasporto. • La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
- Page 101 Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso SPOT ARCPULL 200 (Pistolet / / Gun/ Pistole Pistola / Пистолет / Pistool / Pistola) Longueur du faisceau / Interconnection cable length / Länge des Schlauchpakets Longitud del cable conector / Длина рукава/ Lengte van de...
- Page 102 SPOT ARCPULL 200 PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO...
- Page 103 SPOT ARCPULL 200 Ventilateur 24V / 24V fan / Ventilator 24 V / Ventilador 24V / Ventilator 24V / Вентилятор 51018 24В / Ventilatore 24V Support ventilateur ARCPULL / Fan support ARCPULL / Halterung Lüfter ARCPULL / Soporte ventilador ARCPULL / Держатель вентилятора ARCPULL / steun voor ventilator ARCPULL /...
- Page 104 SPOT ARCPULL 200 PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO...
- Page 105 SPOT ARCPULL 200 Moteur / Motor / Motore / Мотор 71832 Si fabrication avant 02/2020 S81142 + S81111 If manufactured before 02/2020 Carte électronique / Electronic board / Steuerplatine Si fabrication entre 02/2020 et 05/2022 / Placa electrónica / Электронная плата / Printplaat...
- Page 106 SPOT ARCPULL 200 ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / SÍMBOLOS / СИМВОЛЫ / PICTOGRAMMEN / ICONA - Attention ! Lire le manuel d’instruction avant utilisation. - Caution ! Read the user manual. - Achtung! Lesen Sie die Betriebsanleitung. - Cuidado, leer las instrucciones de utilización.
- Page 107 SPOT ARCPULL 200 - Produit recyclable qui relève d’une consigne de tri - This product should be recycled appropriately - Produkt muss getrennt ensorgt werden. Werfen Sie das Gerät nicht in den Hausmüll. - Producto reciclable que requiere una separación determinada. - Этот аппарат подлежит утилизации - Product recyclebaar, niet bij het huishoudelijk afval gooien - Prodotto riciclabile che assume un ordine di smistamento - Marque de conformité...
- Page 108 JBDC SAS 1, rue de la Croix des Landes CS 54159 53941 SAINT-BERTHEVIN Cedex France...