IGM FD300 Mode D'emploi
Gabarit à queue d'aronde

Manuels Connexes pour IGM FD300

Sommaire des Matières pour IGM FD300
- Page 23 FD300 & 600 mode d‘emploi Mode d’emploi GABARIT A QUEUE D’ARONDE FD300 & 600 TEXTES - V5 TABLE DE MATIERES PAGE FIGURE Un paquet comprend Mise en place du dispositif FD300 & 600 Système des arrêts Ajustement du gabarit Montage à la table de travail Rectification des pièces...
-
Page 24: Mise En Place Du Dispositif
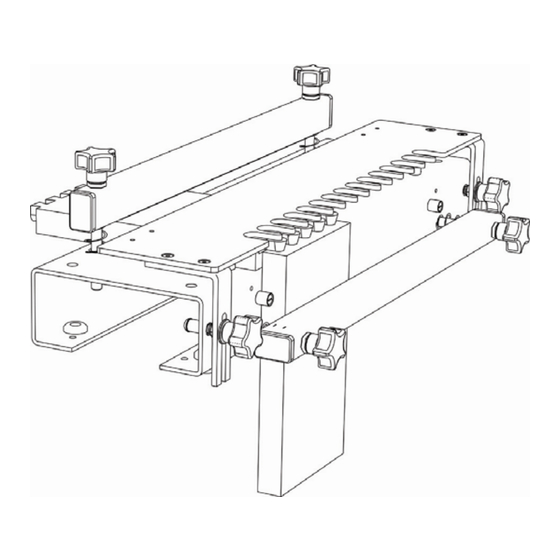
Figure B1 Visez le boulon #15 par la clé imbus 4 (FD300) ou imbus 5 (FD600) dans le corps du dispositif #1 et serrez le boulon soigneusement. De l’autre côté vissez l’écrou d’arrêt #.2 sur le boulon. Ensuite mettez sur le boulon la rondelle #11. -
Page 25: Système Des Arrêts
Les arrêts servent au positionnement des pièces l’une par rapport à l’autre et par rapport au peigne. Les arrêts pour le type FD300 sont solidement vissés au corps du dispositif et ainsi ils déterminent fixement le positionnement des tourillons ou des queues d’aronde par rapport à l’arête de la pièce. Pour obtenir un assemblage centré, il faut garder les largeurs recommandées des pièces selon le type de l’assemblage, vois... -
Page 26: Ajustement De La Défonceuse
FD300 & 600 mode d‘emploi Barres de serrage et boulons et écrous de réglage Ne serrez pas les boulons et les écrous de réglage à l’excès. La barre de serrage doit être serrée parallèlement par rapport au corps du dispositif. Si vous travaillez d’un côté commencez toujours par desserrer le boulon de réglage sur l’autre côté. -
Page 27: Préparation Du Matériel
FD300 & 600 mode d‘emploi Préparation du matériel Avant le fraisage, il est d’une grande importance de préparer et de projeter votre travail. Avec le FD300 & 600 vous fraisez les deux parts de l’assemblage à queue d’aronde en même temps. - Page 28 FD300 & 600 mode d‘emploi - Montez l’outillage – la fraise à queue d’aronde – dans la défonceuse selon la table respective. - Ajustez la profondeur de fraisage selon la table respective. Notice: La profondeur de fraisage recommandée est seulement approximative et c’est pour cela qu’il faut toujours faire une coupe d’essai avec du matériel de rebut pour obtenir la profondeur de fraisage exacte.
-
Page 29: Mise Au Point Du Dispositif
FD300 & 600 mode d‘emploi Information sur les arrêts Profondeu Ø de la bague Description de l’assemblage Fraise à queue r de de copiage Diamètre Couleur Position coupe Ø ½“ x ½“ 12,7mm (1/2“) Ø 10mm argent 15,8mm Ø 12,7 x 17mm Demi-caché... -
Page 30: Sécurité
électrique, rassurez-vous que l’interrupteur se trouve dans la position « arrêt ». • Avant de commencer tout ajustement attendez jusqu’à ce que la fraise ne soit complètement arrêtée par elle-même. FD300 & 600 LISTE DES PIECES DE RECHANGE v.5 Pos. Description Quantité... - Page 31 Tel.: +420 220 950 910 – Fax:+420 220 950 911 export@igmtools.com _______________________________________________________________________ © 2005 IGM Bohemia s.r.o. Le présent document est uniquement pour votre usage personnel. Tout usage et reproduction sans la permission préalable écrite de IGM Bohemia s.r.o. est interdit. - FR 9 -...