
Manuels Connexes pour Hobart Handler 140








Sommaire des Matières pour Hobart Handler 140
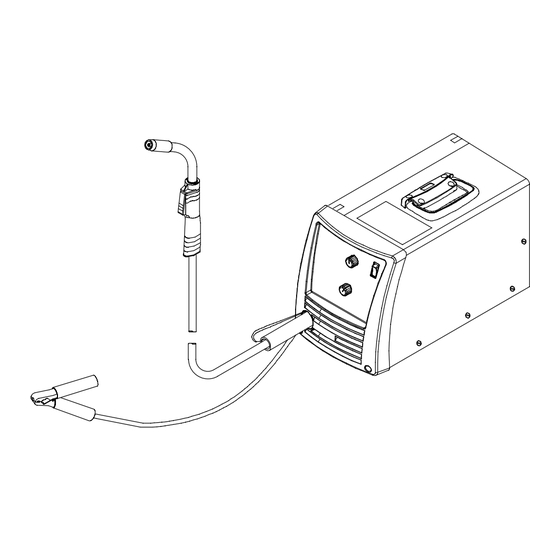
- Page 1 OM-925/fre 217 694E 2008−10 Procédés Soudage fil fourré Description Source d’alimentation pour le soudage à l’arc Dévidoir Handler 140 et pistolet H-10 MANUEL DE L’UTILISATEUR...
- Page 2 Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos produits Hobart. Veuillez prendre le temps de lire les précautions de sécurité. Elles vous aident à vous protéger contre des dangers éventuels au travail.
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . - Page 4 Table des matières SECTION 8 − DIRECTIVES POUR LE SOUDAGE MIG (GMAW) ........8-1.
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2007−04 Se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Symboles utilisés DANGER! − Indique une situation dangereuse qui si on Indique des instructions spécifiques. - Page 6 Il reste une TENSION DC NON NÉGLIGEABLE dans LE SOUDAGE peut provoquer un in- les sources de soudage onduleur quand on a cendie ou une explosion. coupé l’alimentation. Le soudage effectué sur des conteneurs fermés tels D Arrêter les convertisseurs, débrancher le courant électrique et que des réservoirs, tambours ou des conduites peut décharger les condensateurs d’alimentation selon les instructions provoquer leur éclatement.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
D Protéger les bouteilles de gaz comprimé d’une chaleur excessive, ACCUMULATIONS des chocs mécaniques, des dommages physiques, du laitier, des risquent de provoquer des blessures flammes ouvertes, des étincelles et des arcs. ou même la mort. D Placer les bouteilles debout en les fixant dans un support station- D Fermer l’alimentation du gaz protecteur en cas naire ou dans un porte-bouteilles pour les empêcher de tomber ou de non-utilisation. -
Page 8: Proposition Californienne 65 Avertissements
LES FILS DE SOUDAGE peuvent LE RAYONNEMENT HAUTE FRÉ- provoquer des blessures. QUENCE (H.F.) risque de provoquer des interférences. D Ne pas appuyer sur la gâchette avant d’en avoir reçu l’instruction. D Le rayonnement haute fréquence (H.F.) peut D Ne pas diriger le pistolet vers soi, d’autres per- provoquer des interférences avec les équipe- sonnes ou toute pièce mécanique en enga- ments de radio−navigation et de communica-... -
Page 9: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, L4W 5NS (téléphone : 800-463-6727 ou à Toronto 416-747-4044, site de Global Engineering Documents (téléphone : 1-877-413-5184, site Internet : www.csa-international.org). Internet : www.global.ihs.com). Safe Practice For Occupational And Educational Eye And Face Protec- tion, ANSI Standard Z87.1, de American National Standards Institute, Recommended Safe Practices for the Preparation for Welding and Cut- 11 West 43rd Street, New York, NY 10036-8002 (téléphone :... - Page 10 OM-925 Page 6...
-
Page 11: Section 2 − Définitions
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. SECTION 2 − DÉFINITIONS 2-1. Symboles et définitions Ampérage Tension Hertz Négatif Positif Courant continu Monophasé Entrée Sortie Tension d’entrée Arrêt Marche Ne pas changer de Soudage MIG Dévidoir procédé... -
Page 12: Facteur De Marche Et Surchauffe
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 3-2. Facteur de marche et surchauffe Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un ampérage nominal sans surchauffe. En cas de surchauffe de l’appareil, le(s) thermostat(s) se déclenche(nt), la sortie s’arrête et le ventilateur se met en marche. -
Page 13: Courbes Tension/Ampérage
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 3-3. Courbes tension/ampérage Les courbes volt-ampère indiquent la tension et l’ampérage minimum et maximum de sorties possibles de l’appareil. Les courbes pour d’autres réglages se placent entre les courbes indiquées. 30.0 25.0 20.0... -
Page 14: Section 4 − Installation
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. SECTION 4 − INSTALLATION 4-1. Mise en place de la torche de soudage Ensemble d’alimentation du fil Vis à oreilles de sécurité de la torche Extrémité de la torche Desserrer la vis à... -
Page 15: Tableau Procédé/Polarité
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 4-3. Tableau Procédé/Polarité Branchements des câbles Procédé Polarité Câble vers la torche Câble vers la pièce MIG/MAG − Câble solide avec DCEP − Polarité inversée Brancher à la borne Brancher à... -
Page 16: Installation De L'alimentation De Gaz
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 4-5. Installation de l’alimentation de gaz Enchaîner la bouteille de gaz au mécanisme de roulement, au mur, ou à tout autre support stationnaire pour empêcher la bouteille de tom- NE PAS utiliser le régulateur/débitmètre de gaz argon/mélangé... -
Page 17: Choix De L'emplacement Et Branchement De L'alimentation Électrique
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 4-6. Choix de l’emplacement et branchement de l’alimentation électrique Ne pas déplacer ou faire fonc- tionner l’appareil dans un en- droit où il peut se renverser. 460 mm (18 po) 460 mm (18 po) Plaque signalétique Fiche provenant de l’appareil... -
Page 18: Montage Du Support De La Bobine De Fil Et Réglage De La Tension Du Moyeu
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 4-7. Montage du support de la bobine de fil et réglage de la tension du moyeu Installer le support de bobine de 102 mm Quand un léger effort est nécessaire pour tourner la bobine, la tension est réglée. -
Page 19: Pose Du Bec Contact Et De La Buse
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 4-8. Pose du bec contact et de la buse Couper d’abord l’alimentation à la source de courant de souda- Buse Enlever la buse. Bec contact Adaptateur Pousser le fil de soudure dans la torche (voir Section 4-9). -
Page 20: Enfiler Le Fil De Soudage
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 4-9. Enfiler le fil de soudage Bobine de fil Fil de soudage Guide-fil d’entrée Bouton de réglage de la pression Galet d’entraînement Faisceau de la torche Disposer le faisceau de la torche en ligne droite. - Page 21 Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. Se servir de l’échelle des pressions pour régler la pression des galets Serrer d’entraînement. (Commencer avec un réglage de 2 ou 3 sur l’échelle.) Échelle de pression S’assurer que le fil est bien situé dans la bonne rainure du galet.
- Page 22 Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. Notes MATERIAL THICKNESS REFERENCE CHART 24 Gauge (.025 in) 22 Gauge (.031 in) 20 Gauge (.037 in) 18 Gauge (.050 in) 16 Gauge (.063 in) 14 Gauge (.078 in) 1/8 in (.125 in) 3/16 in (.188 in) 1/4 in (.25 in)
-
Page 23: Section 5 − Fonctionnement
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. SECTION 5 − FONCTIONNEMENT 5-1. Commandes NE PAS CHANGER DE PROCÉDÉ Ref. 230 002-A Réglage de la vitesse du fil courant de soudage ou les Section 5-2). la source de courant de soudage ou les Section 5-2). -
Page 24: Tableau Des Paramètres De Soudure
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 5-2. Tableau des paramètres de soudure Guide de soudage pour 115 volts Les réglages sont approximatifs. Régler en fonction de la situation. Les matériaux plus épais peuvent être soudés en utilisant une technique propre, une préparation et des passes multiples. Type de fil et Suggestion de gaz de protec- Matériau à... -
Page 25: Ensemble De Soudure Au Fil
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. Ensemble de soudure au fil Réglages recommandés de la tension et de l’avance du fil en fonction de l’épaisseur des métaux soudés. MODIFIER LA Le chiffre de gauche est le réglage de tension, celui de droite est le réglage de l’avance du fil. POLARITÉ... -
Page 26: Section 6 − Maintenance & Détection Des Pannes
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. SECTION 6 − MAINTENANCE & DÉTECTION DES PANNES 6-1. Maintenance de routine Dans des conditions de service intenses, effectuer l’entretien du Arrêter le moteur avant compresseur d’air plus souvent. d’effectuer l’entretien. -
Page 27: Remplacement Du Galet D'entraînement Ou Le Guide-Fil D'entrée
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 6-4. Remplacement du galet d’entraînement ou le guide-fil d’entrée Vis de fixation du guide-fil d’entrée Guide-fil d’entrée Desserrer la vis. Faire glisser la tête le plus près possible des galets d’entraînement sans toucher. -
Page 28: Soufflage Ou Remplacement De La Gaine De La Torche
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 6-6. Soufflage ou remplacement de la gaine de la torche Débrancher la torche de l’appareil. 10 mm Col de cygne Enlever la gaine. 8 mm Enlever la buse, le tube-contact, l’adaptateur , le diffuseur de gaz et le guide-fil de sortie. -
Page 29: Remplacement De L'interrupteur Et/Ou Du Col De Cygne
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 6-7. Remplacement de l’interrupteur et/ou du col de cygne Arrêter la source de courant de soudage/dévidoir et débrancher la torche. Retirer l’écrou de blo- cage de la poignée Faire glisser la poignée Retirer le boîtier de l’interrupteur. -
Page 30: Dépannage
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com. 6-8. Dépannage Cause Remède Pas de courant de soudage; le fil Fixer la fiche du câble d’alimentation dans la prise (voir Section 4-6). n’avance pas; le ventilateur ne fonc- tionne pas Remplacer le fusible sur la ligne d’alimentation ou réarmer le coupe-circuit s’il est ouvert. -
Page 31: Section 7 − Schema Electrique
SECTION 7 − SCHEMA ELECTRIQUE 230 952-A Figure 7-1. Schéma électrique OM-925 Page 27... -
Page 32: Section 8 − Directives Pour Le Soudage Mig (Gmaw)
SECTION 8 − DIRECTIVES POUR LE SOUDAGE MIG (GMAW) 8-1. Raccordements habituels pour le procédé MIG Y Le courant soudage peut endommager les pièces électroniques dans véhicules. Débrancher les deux câbles de batterie avant de souder sur un véhicule. Placer la pince de masse le plus près possible de la Régulateur/ soudure. -
Page 33: Réglages Courants Des Commandes Pour Procédé Mig
8-2. Réglages courants des commandes pour procédé MIG NOTE Ces réglages sont donnés uniquement à titre indicatif. Le type de matériau et de fil, la forme du raccord, l’assemblage, la position, le gaz protecteur, etc. ont une incidence sur les réglages. Procéder à un essai des soudures pour s’assurer qu’elles répondent aux spécifications. -
Page 34: Maintien Et Positionnement De La Torche De Soudage
8-3. Maintien et positionnement de la torche de soudage NOTE Le fil de soudage est mis sous tension quand la gâchette de la torche est enfoncée. Avant d’abaisser le casque et de presser la gâchette, s’assurer que le fil ne sort pas de plus de 13 mm (1/2 pouce) hors de la buse et que le bout du fil est correctement positionné... -
Page 35: Conditions Affectant La Forme Du Cordon De Soudure
8-4. Conditions affectant la forme du cordon de soudure NOTE La forme du cordon de soudure dépend de l’angle de la torche, du sens de déplacement, de la longueur du fil sorti, de la vitesse de déplacement, de l’épaisseur du métal de base, de la vitesse d’amenée du fil (courant de soudage) et de la tension. -
Page 36: Mouvement De La Torche Pendant Le Soudage
8-5. Mouvement de la torche pendant le soudage NOTE En principe, une passe de soudure à la racine est suffisante pour la plupart des joints de soudure étroits. En revanche, une passe large balancée ou des passes multiples conviennent davantage pour les joints de soudure larges ou pour le pontage des soudures. -
Page 37: Dépannage Du Soudage − Projections Excessives
8-8. Dépannage du soudage − Projections excessives Projections excessives − Dispersion de particules de métal liquide qui se solidifient autour du cordon de soudure. S-0636 Causes possibles Mesures correctives Vitesse d’amenée du fil trop élevée. Réduire la vitesse d’amenée du fil. Tension trop élevée. -
Page 38: Dépannage Du Soudage − Manque De Pénétration
8-11. Dépannage du soudage − Manque de pénétration Absence de pénétration − fusion superficielle entre le métal d’apport et le métal de base. Absence de pénétration Bonne pénétration S-0638 Causes possibles Mesures correctives Préparation impropre du joint. Le matériel est trop épais. Le joint sera formé et préparé de manière à pouvoir accéder dans le fond du joint tout en conservant une longueur libre du fil appropriée et les caractéristiques de l’arc. -
Page 39: Dépannage Du Soudage − Ondulation Du Cordon
8-14. Dépannage du soudage − Ondulation du cordon Ondulation du cordon − Métal d’apport non parallèle et ne couvrant pas le joint formé par le métal de base. S-0641 Causes possibles Mesures correctives Le fil de soudage s’étend trop loin de S’assurer que le fil ne s’étend pas plus de 13 mm au-delà... -
Page 40: Gaz Protecteurs Courants Pour Le Soudage Mig
8-16. Gaz protecteurs courants pour le soudage MIG Ce tableau général reprend les gaz courants et leur application. De nombreuses combinaisons (mélanges) de gaz protecteurs ont été mis au point au fil du temps. Les gaz protecteurs les plus couramment utilisés sont repris dans le tableau ci-dessous. - Page 41 Problème Cause probable Remède Arc de soudure instable. Le fil glisse entre les galets d’entraînement. Régler le réglage de pression des galets d’entraînement du fil. Remplacer les galets usés en cas de besoin. Mauvaise dimension de la gaine du pistolet ou de la Faire correspondre le type et les dimensions de la gaine pointe de contact.
-
Page 42: Section 9 − Accessoires/Consumables
.035/.045 po (0.9/1.2 mm) 196 140 194 012 *Disponible dans les magasins d’outillage et de fournitures agricoles. **Disponible chez les distributeurs de produits de soudage Hobart/Miller. 9-3. Galets de remplacement Pour tout ensemble de têtes de dévidage DIAMÈTRE DU FIL POUCES (mm) 202 925 .023/.025 (.6) et .030/.035 (.8 et .9) -
Page 43: Garantie
La GARANTIE 5/3/1 s’applique à tous les modèles de matériel de soudage, des sources de Communiquez avec coupage plasma et soudeuses par points de Hobart, portant le numéro de série précédé de “LJ” le distributeur Hobart ou plus récent. -
Page 44: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © IMPRIME AUX USA 2008 Hobart Welding Products 1/08...