WeldCraft WP-20 Manuel De L'utilisateur

Manuels Connexes pour WeldCraft WP-20


Sommaire des Matières pour WeldCraft WP-20
- Page 1 OM-225 425D/fre 2012−09 WP-20 WP-20V WP-20M Torches manuelles TIG refroidies par eau WP-20P Manuel de L’utilisateur...
-
Page 2: Table Des Matières
Table des matières SECTION 1 − MESURES DE SÉCURITÉ VISANT LES TORCHES DE SOUDAGE GTAW − À LIRE AVANT UTILISATION ................1-1. -
Page 3: Section 1 − Mesures De Sécurité Visant Les Torches De Soudage Gtaw − À Lire Avant
SECTION 1 − MESURES DE SÉCURITÉ VISANT LES TORCHES DE SOUDAGE GTAW − À LIRE AVANT UTILISATION WC000038 − 2011−10fre Se protéger, ainsi que toute autre personne travaillant sur les lieux, contre les étincelles et le métal chaud. 1-1. Signification des symboles DANGER! −... -
Page 4: Proposition Californienne 65 Avertissements
Le BRUIT peut endommager l’ouie. LIRE LES INSTRUCTIONS. D Vérifier si les niveaux de bruit excèdent les lim- D Lire et appliquer les instructions sur les ites spécifiées par l’OSHA. étiquettes et Mode d’emploi avant D Utiliser des bouche-oreilles ou des serre-tête l’installation, l’utilisation ou l’entretien de l’appareil. -
Page 5: Section 2 − Spécifications
Facteur de marche de 100 % à 225 A en utilisant le gaz argon pour modèle WP-20P Facteur de marche de 100 % à 250 A en utilisant le gaz argon pour modèles WP-20 et WP-20V Définition Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un... -
Page 6: Section 3 − Installation
SECTION 3 − INSTALLATION 3-1. Pièces composantes et assemblage de la torche Pièces constitutives de la torche Chapeau de siège Joint torique Pince de serrage Corps de la torche Protection thermique Corps de la pince de serrage Coupelle Lentille gaz Buse de lentille gaz 10 Poignée 11 Câble d’alimentation... -
Page 7: Raccordement De La Torche
3-3. Raccordement de la torche A. Raccordement de la torche avec un système de refroidissement autonome Quand cela est possible, installer un appareil haute fréquence Outils nécessaires : 5/8, 7/8, 1-1/8 po 802 560 Adaptateur du câble d’alimentation raccorder l’adaptateur à la sortie de Avant d’installer la torche arrêter électrique soudage. - Page 8 B. Raccordement de la torche à un poste Dynasty 300 DX ou Maxstar 300 DX TIGRunner Avant d’installer la torche, arrêter Outils nécessaires : l’alimentation. Tuyau de gaz avec raccords à filetage à droite de 5/8-18 (fourni par le client) Connexions : Régulateur/débitmètre 5/8, 7/8, 1-1/8 po...
-
Page 9: Section 4 − Entretien Et Dépannage
SECTION 4 − ENTRETIEN ET DÉPANNAGE 4-1. Entretien courant Avant de faire l’entretien, débrancher la torche. 40 Heures Réparer ou Nettoyer et Remplacer remplacer serrer les les étiquettes tout câble bornes de illisibles de soudage soudage fissuré Remplacer les pièces fissurées Corps de Câble de... - Page 10 Problème Mesures correctives Consommation excessive d’électrodes Sélectionner le calibre et le type d’électrode tungstène appropriés. Préparer l’électrode tungstène de tungstènes manière appropriée selon le section 5. Vérifier le réglage de la polarité sur la source de courant de soudage (consulter le guide d’utilisation de la source de courant de soudage).
-
Page 11: Section 5 − Sélection Et Préparation D'une Électrode De Tungstène Pour Le Soudage
SECTION 5 − SÉLECTION ET PRÉPARATION D’UNE ÉLECTRODE DE TUNGSTÈNE POUR LE SOUDAGE CC OU CA gtaw_Phase_fre2011−06 Dans la mesure du possible, utiliser un courant de soudage CC plutôt qu’un courant CA. 5-1. Sélection d’une électrode de tungstène Porter des gants propres pour éviter toute contamination du tungstène Tous les fabricants d’électrodes en tungstène n’utilisent pas les mêmes couleurs pour identifier le type de tungstène. -
Page 12: Section 6 − Directives Pour Le Soudage Tig (Gtaw)
SECTION 6 − DIRECTIVES POUR LE SOUDAGE TIG (GTAW) gtaw 7/2006 6-1. Positionnement de la torche Le meulage d’une électrode de tungstène génère de la poussière et des étincelles susceptibles de causer des blessures et de provo- quer un incendie. Utiliser une éva- cuation tout près de la meuleuse (ventilation forcée) ou porter un appareil respiratoire approuvé. -
Page 13: Mouvement De La Torche Pendant Le Soudage
6-2. Mouvement de la torche pendant le soudage Tungstène sans baguette d’apport ° Sens de soudage Incliner la torche. Former un bain. Déplacer la torche vers l’avant du bain. Répéter cette opération. Tungstène avec baguette d’apport ° ° Sens de soudage Former un bain. -
Page 14: Positionnement De La Torche Et De L'électrode De Tungstène Pour Les Différents Joints De Soudure
6-3. Positionnement de la torche et de l’électrode de tungstène pour les différents joints de soudure ° ° Soudure bout à bout ° ° Soudure en «T» ° ° ° ° Soudure à clin ° ° ° ° ° Soudure en angle extérieur °... - Page 15 Notes OM-225 425 Page 13...
-
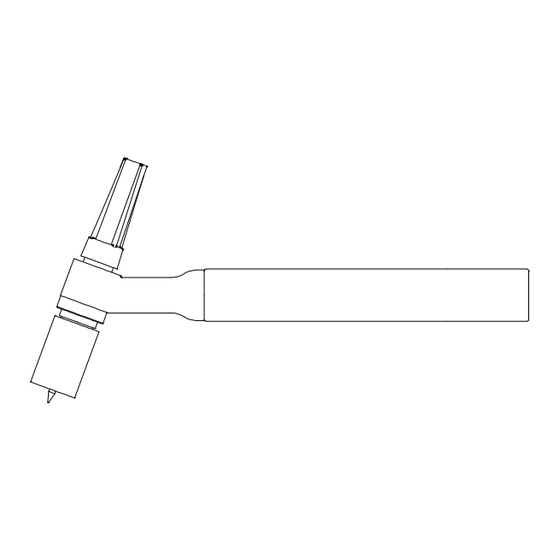
Page 16: Section 7 − Liste Des Pièces
SECTION 7 − LISTE DES PIÈCES 23 & 23A 4C (non illustré) 19 & 19A 804 309-B Figure 7-1. Ensemble complet de la torche OM-225 425 Page 14... - Page 17 ....WP-20 ..Corps de la Torche, 250A, refroidi à l’eau ..
- Page 18 Qté/Modèle No de pièce Description Art. WP2012R WP2025 WP2025R WP2012 Figure 7-1. Ensemble complet de la torche (suite) ♦57N75 ... . . Buse, en Alumine no. 6 (3/8”), Lentille gaz, Grande .
- Page 19 Qté/Modèle No de pièce Description Art. WP20P12 WP20P12R WP20P25 WP20P25R Figure 7-1. Ensemble complet de la torche ..41V24 ..Embout Arriére, Longue (comprenent) ♦41V35 ..
- Page 20 Qté/Modèle No de pièce Description WP20P12 WP20P12R Art. WP20P25 WP20P25R Figure 7-1. Ensemble complet de la torche (suite) ♦57N75 ... . . Buse, en Alumine, Lentille gaz, Grande, no. 6 (3/8”) .
- Page 21 Qté/Modèle No de pièce Description Art. WP20V12R WP20V25R WP20V12 WP20V25 Figure 7-1. Ensemble complet de la torche ..41V24 ..Embout Arriére, Longeur (comprenent) ..
- Page 22 Qté/Modèle No de pièce Description Art. WP20V12R WP20V25R WP20V12 WP20V25 Figure 7-1. Ensemble complet de la torche (suite) ♦57N75 ... . . Buse, en Alumine, Lentille gaz, Grande, no. 6 (3/8”) .
- Page 23 Notes...
-
Page 24: Informations Propriétaire
Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service transport du fabricant du matériel. © TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2012 Weldcraft Products Inc. 2012−01...